Petrol pump motor oil bearing manufacturing method based on powder metallurgy
A powder metallurgy and manufacturing method technology, applied in the field of bearing manufacturing, can solve the problems of easy segregation of materials, pollute oil pumps, reduce the life of gasoline pumps, etc., achieve the effect of uniform graphite mixing, improve lubrication effect, and reduce mechanical sliding noise
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
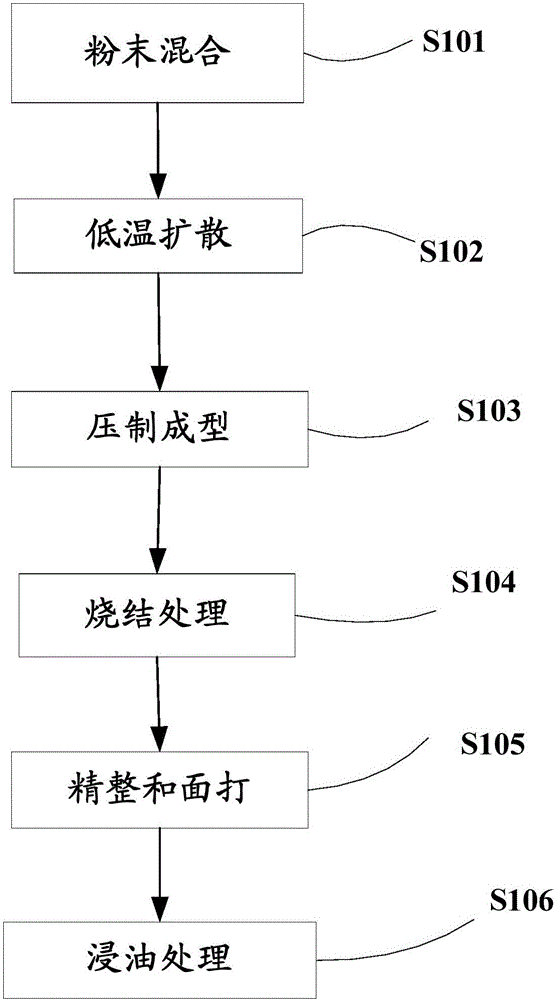
[0019] S101: Powder mixing: mix the following raw material powders by weight percentage, 70% of Sn element powder, 6% of composite graphite powder, and the rest is copper powder;
[0020] S102: Low-temperature diffusion: the uniformly mixed powder is diffused at low temperature in a diffusion furnace under the protection of nitrogen;
[0021] S103: Compression molding: placing the low-temperature diffused powder in a mold for compression molding, and pressing it into a compact;
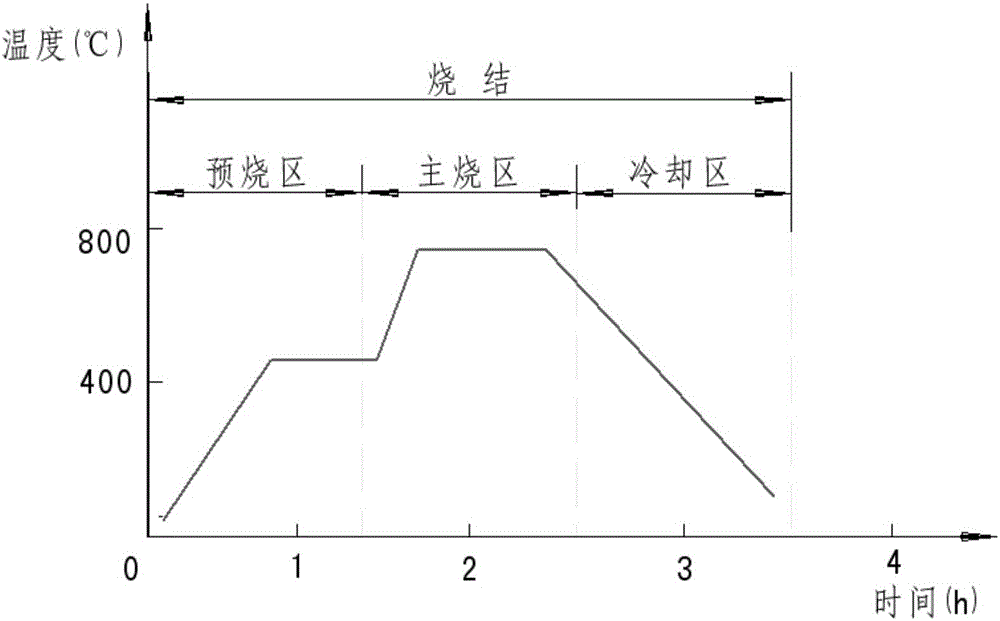
[0022] S104: Sintering treatment: gradually sinter and heat the compact in a N and H reducing atmosphere for 0.5 to 1.5 hours, then raise the temperature to 300 to 500°C, then heat to 720 to 820°C for main sintering, keep the temperature constant for 0.5 to 1.5 hours, and then After 0.5 to 1.5 hours, the temperature is gradually lowered to normal temperature, and sintered into an alloy sintered body;
[0023] S105: Finishing and finishing: pressing and shaping the alloy sintered body with a die;
[...
Embodiment 2
[0031] S101: Powder mixing: mix the following raw material powders by weight percentage, 80% of Sn element powder, 8% of composite graphite powder, and the rest is copper powder;
[0032] S102: Low-temperature diffusion: the uniformly mixed powder is diffused at low temperature in a diffusion furnace under the protection of nitrogen;
[0033] S103: Compression molding: placing the low-temperature diffused powder in a mold for compression molding, and pressing it into a compact;
[0034] S104: Sintering treatment: gradually sinter and heat the compact in a N and H reducing atmosphere for 0.5 to 1.5 hours, then raise the temperature to 300 to 500°C, then heat to 720 to 820°C for main sintering, keep the temperature constant for 0.5 to 1.5 hours, and then After 0.5 to 1.5 hours, the temperature is gradually lowered to normal temperature, and sintered into an alloy sintered body;
[0035] S105: Finishing and finishing: pressing and shaping the alloy sintered body with a die;
[...
Embodiment 3
[0043] S101: Powder mixing: mix the following raw material powders by weight, 85% of Sn element powder, 10% of composite graphite powder, and the rest is copper powder;
[0044] S102: Low-temperature diffusion: the uniformly mixed powder is diffused at low temperature in a diffusion furnace under the protection of nitrogen;
[0045] S103: Compression molding: placing the low-temperature diffused powder in a mold for compression molding, and pressing it into a compact;
[0046] S104: Sintering treatment: gradually sinter and heat the compact in a N and H reducing atmosphere for 0.5 to 1.5 hours, then raise the temperature to 300 to 500°C, then heat to 720 to 820°C for main sintering, keep the temperature constant for 0.5 to 1.5 hours, and then After 0.5 to 1.5 hours, the temperature is gradually lowered to normal temperature, and sintered into an alloy sintered body;
[0047] S105: Finishing and finishing: pressing and shaping the alloy sintered body with a die;
[0048] S106...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com