Preparation method for high-toughness 3.5Ni steel plate
A high-toughness, steel plate technology, applied in the field of alloy steel manufacturing, can solve the problem of high impact test temperature, achieve the effect of improving low-temperature toughness and strength, reducing production costs, and reducing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
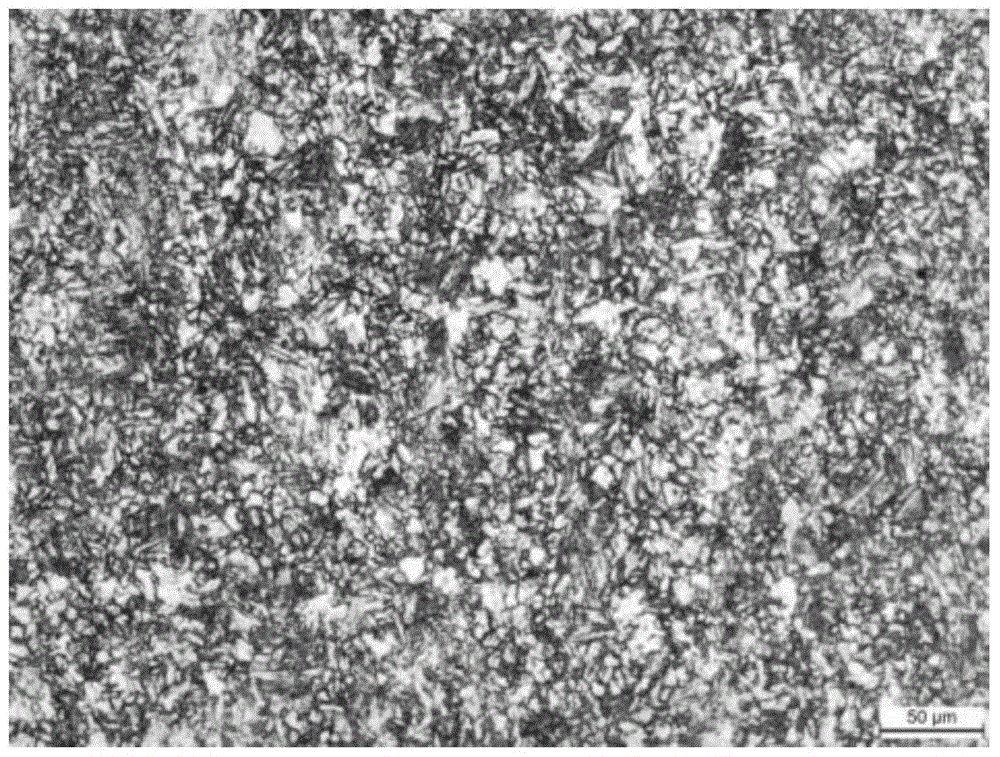
Embodiment 1
[0025] The composition of 3.5Ni steel by weight percentage is: C0.065%, Si0.21%, Mn0.62%, S0.002%, P0.005%, Ni3.72%, Al0.031%, and the balance is Fe and impurities;
[0026] The steps of the steel preparation method include steelmaking, billet opening, two-stage controlled rolling, and on-line heat treatment, specifically:
[0027] Use a 50Kg vacuum induction furnace to make steel. After the pouring is completed, the ingot is kept in a heating furnace at a temperature of 1200°C for 1 hour, and then hot-rolled to form a 100mm thick billet. The billet is placed in the heating furnace and heated to 1200°C. keep warm for 2 hours;
[0028] The rolling is controlled in two stages, and a total of seven rolling passes have been passed, of which the first four passes are rough rolling, and the last three passes are finish rolling; the rough rolling is rolled in the austenite complete recrystallization zone, and the rolling temperature is 1100°C , the finishing temperature of rough ro...
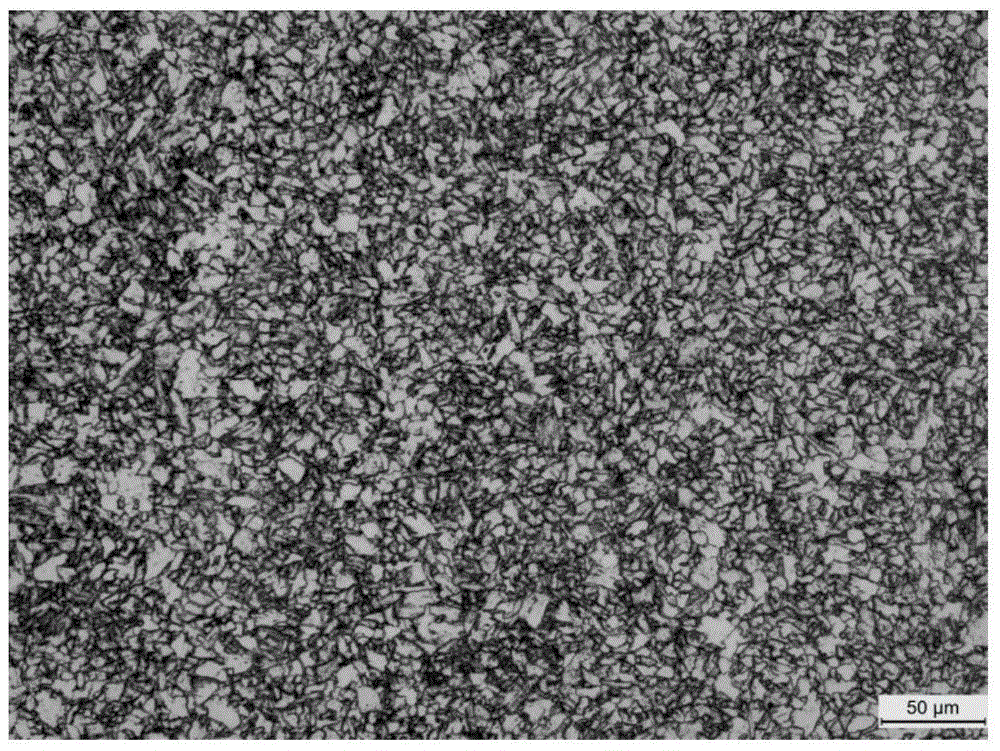
Embodiment 2
[0039] The composition of 3.5Ni steel is designed by weight percentage: C0.055%, Si0.17%, Mn0.68%, S0.002%, P0.005%, Ni3.46%, Al0.023%, the balance For Fe and impurities;
[0040] The steps of the steel preparation method include steelmaking, billet opening, two-stage controlled rolling, and on-line heat treatment, specifically:
[0041] Use a 50Kg vacuum induction furnace to make steel. After the pouring is completed, the ingot is kept in a heating furnace at a temperature of 1150°C for 2 hours, and then hot-rolled to form a 100mm thick billet. Put the billet into the heating furnace and heat it to 1150°C. keep warm for 2 hours;
[0042] The rolling is controlled in two stages, and a total of six rolling passes have been passed, of which the first three passes are rough rolling, and the last three passes are finish rolling; the rough rolling is rolled in the austenite complete recrystallization zone, and the rolling temperature is 1120°C , the finishing temperature of rough...
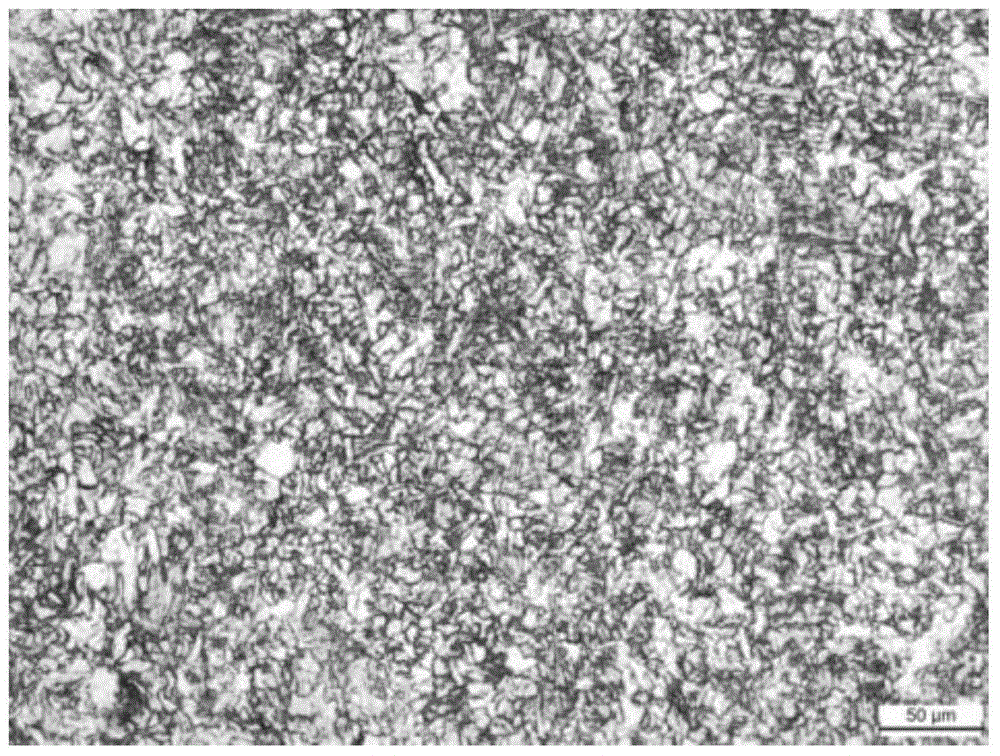
Embodiment 3
[0046] The composition of 3.5Ni steel by weight percentage is: C0.043%, Si0.13%, Mn0.86%, S0.004%, P0.007%, Ni3.3%, Cr0.59%, Mo0.037% , Al0.039%, the balance is Fe and impurities;
[0047] The steps of the steel preparation method include steelmaking, billet opening, two-stage controlled rolling, and on-line heat treatment, specifically:
[0048] Use a 50Kg vacuum induction furnace to make steel. After the pouring is completed, the ingot is kept in a heating furnace at a temperature of 1150°C for 2 hours, and then hot-rolled to form a 100mm thick billet. Put the billet into the heating furnace and heat it to 1150°C. keep warm for 2 hours;
[0049] The rolling is controlled in two stages, and a total of seven rolling passes have been passed, of which the first four passes are rough rolling, and the last three passes are finish rolling; the rough rolling is rolled in the austenite complete recrystallization zone, and the rolling temperature is 1120°C , the rough rolling end te...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More