

Difference optimization setting method for leveling liquid flow in wet leveling rolling process
A technology for optimizing setting and rolling process, applied in the field of metallurgical rolling, which can solve problems such as the extension of the upper and lower surfaces of the strip, roughness, corrosion resistance and cleanliness differences
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
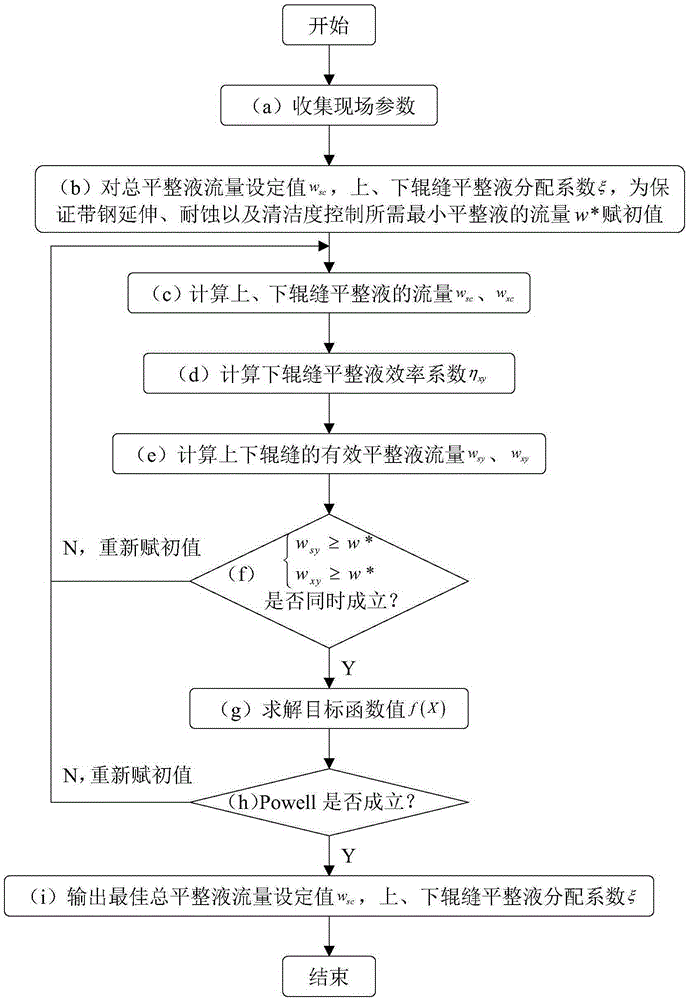
[0028] according to figure 1 The overall calculation block diagram of the optimal setting method for leveling liquid flow difference in the wet-tempering rolling process is shown. First, in step 1, field parameters are collected, and the maximum rolling speed V of the skin-passing unit is max =570m / min, the current rolling speed of the skin pass unit V=400m / min, in order to ensure the elongation, corrosion resistance and cleanliness control of the strip, the minimum flow rate of the skin pass liquid w*=4L / min;
[0029] Subsequently, in step 2, the initial value is assigned according to the actual situation on site, and the total leveling liquid flow rate setting value w zc =10L / min, distribution coefficient ξ=0.45 of upper and lower roll gap leveling liquid;
[0030] Subsequently, in step 3, calculate the flow rate of the upper and lower roll gap smoothing fluid, can get
[0031] w ...
Embodiment 2
[0043]First, in step 1, field parameters are collected, the maximum rolling speed V of the skin pass unit max =570m / min, the current rolling speed V of the skin-passing unit is 360m / min, and the minimum flow rate w*=4L / min of the tempering liquid is required to ensure strip elongation, corrosion resistance and cleanliness control;
[0044] Subsequently, in step 2, the initial value is assigned according to the actual situation on site, and the total leveling liquid flow rate setting value w zc =9L / min, distribution coefficient ξ=0.47 of upper and lower roll gap leveling fluid;
[0045] Subsequently, in step 3, calculate the flow rate of the upper and lower roll gap smoothing fluid, can get
[0046] w s c = ξw z ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More