

Method for shape correction of high-temperature alloy thin-wall aeroengine casing part through electric arc heating
An arc heating and high-temperature alloy technology, applied in metal processing, metal processing equipment, forming tools, etc., can solve the problems of restricting matching, complex process, long calibration cycle, etc., saving tooling design and manufacturing costs, and simple process. , the effect of short correction cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
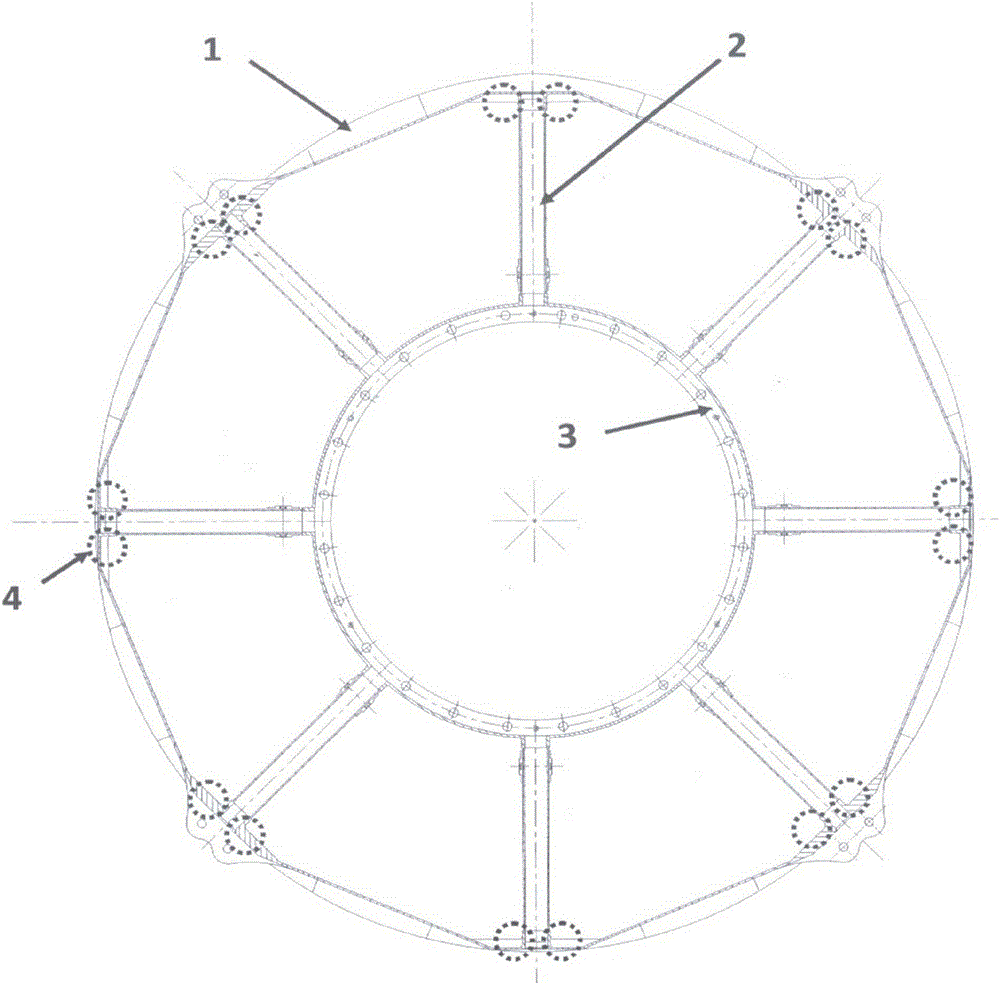
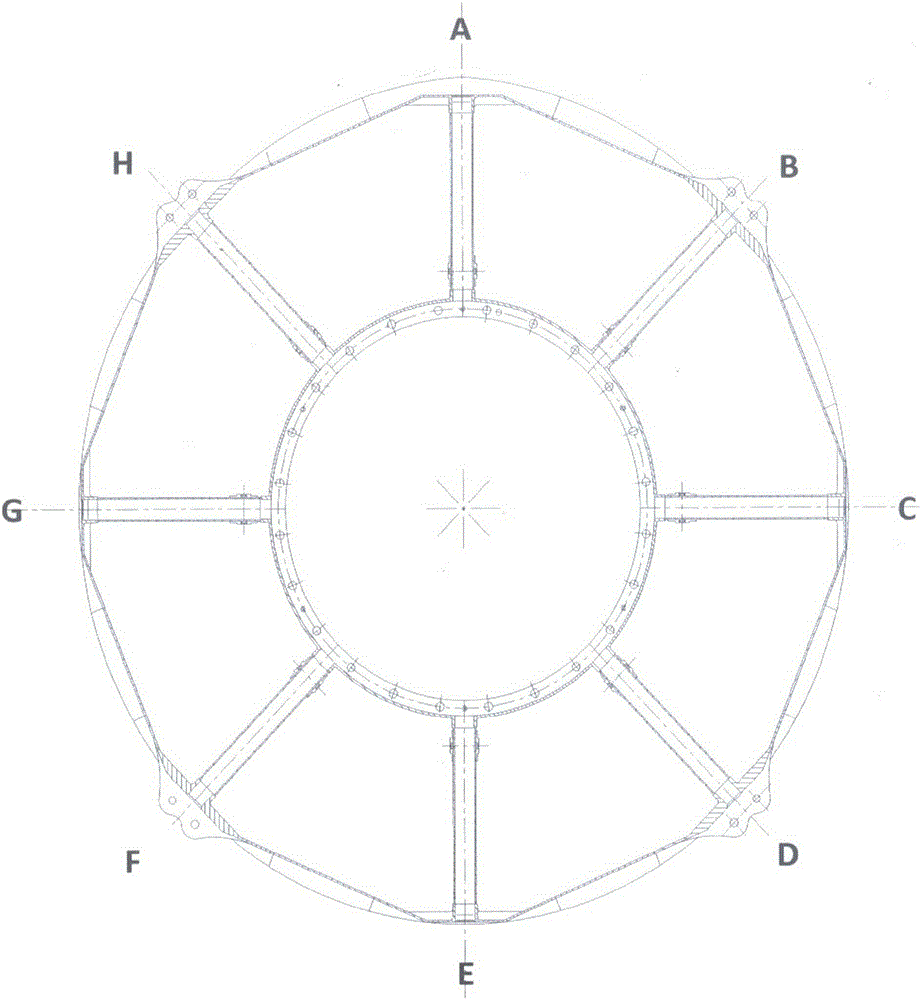
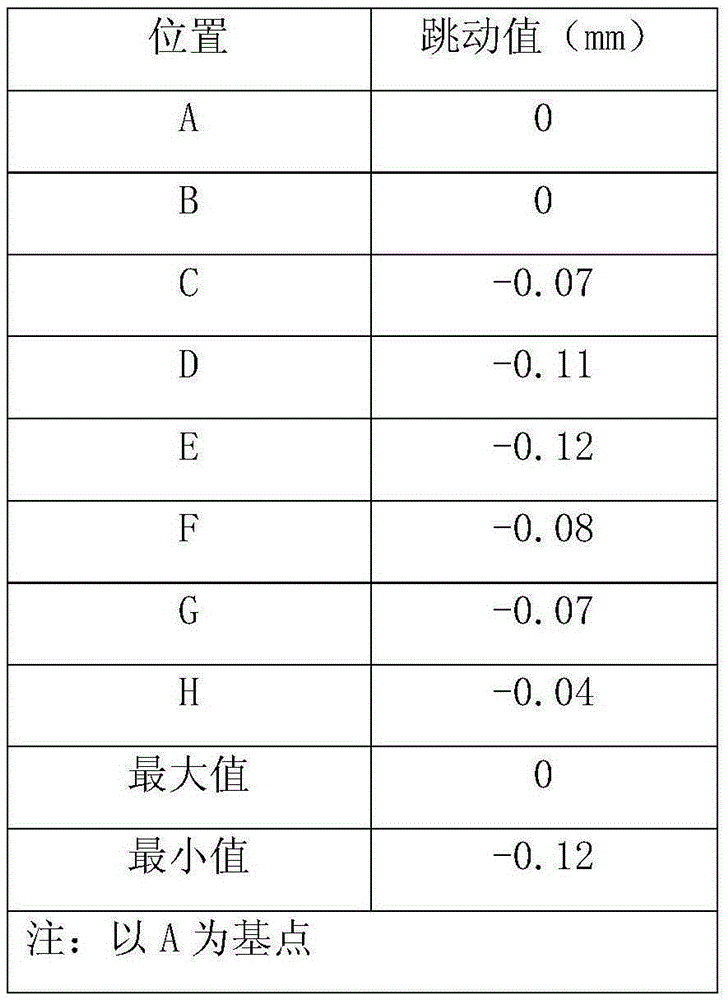
[0025] Taking a superalloy thin-wall casing part as an example, its structure is as follows figure 1 As shown, it is composed of an outer casing 1, eight supporting tubes 2 and an inner ring 3; wherein, the outer casing 1 is a thin-walled weldment composed of castings and sheet metal parts, and the overall structure is approximately octagonal. Under the influence of welding stress, it will not only deform itself, but also drive the supporting pipe 2, resulting in deformation of the inner ring 3. At the same time, due to assembly requirements, the roundness of the inner ring 3 has stricter requirements than that of the outer casing 1, and the radial runout value measured by the dial indicator must be less than 0.08mm. The reinforcing rib 4 is an elongated protruding structure at the junction of the outer casing 1 and the support tube ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More