

Manufacturing method of test block having surface artificial crack defect used for magnetic particle testing
An artificial crack and magnetic particle detection technology, applied in the preparation of test samples, material magnetic variables, etc., can solve the problems of poor controllability of crack direction, irregular crack defects, and difficult to determine the specific position of crack defects, etc., to achieve crack direction Controllable, good forming quality, realistic effect of crack defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
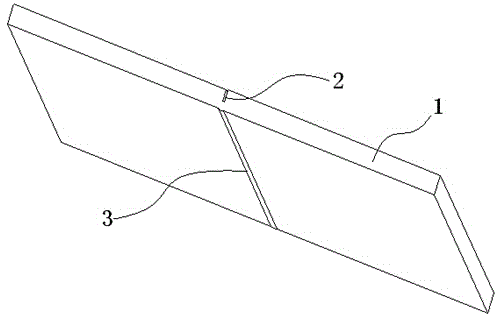
[0025] ① Use a sawing machine to process a saw groove with a depth of 6mm and a width of 1.2mm on the upper surface of the base material Q245R test block with a specification of 300mm×300mm×12mm;
[0026] ②Welding a layer of weld I with a thickness of 2~3mm on the lower surface of the test block directly opposite the saw groove, such as figure 1 Shown
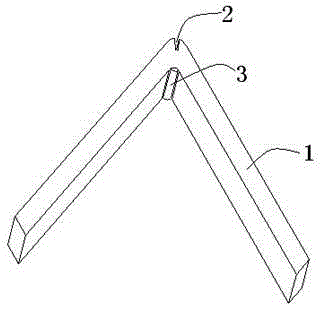
[0027] ③Before the test block is cooled, immediately use the weld Ⅰ as the central axis to mechanically make the test block bend, such as figure 2 As shown (the welding seam is outside the inner saw groove), after the cracks appear at the bottom of the saw groove, restore the test block to a horizontal shape;
[0028] ④ Process the saw groove into a U-shaped groove with a depth of 5mm and a width of 8mm;
[0029] ⑤ Fill the U-shaped groove in three layers of welding. The welding parameters of the first layer are J422Φ3.2 type electrode, the welding current is 130A, the voltage is 24±2V, and the welding speed is 15mm / min; the welding pa...
Embodiment 2
[0033] ① Use a sawing machine to process a saw groove with a depth of 8mm and a width of 1.2mm on the upper surface of the Q245R test block with a specification of 300mm×300mm×12mm;
[0034] ②Welding a layer of weld with a thickness of 2~3mm on the lower surface of the test block facing the saw groove Ⅰ;
[0035] ③ Immediately before the test block is cooled, use the weld as the central axis to mechanically bend the test block. After the cracks appear at the bottom of the saw groove, restore the test block to a horizontal shape;
[0036] ④ Process the saw groove into a U-shaped groove with a depth of 7mm and a width of 7mm;
[0037] ⑤ Fill the U-shaped groove in three layers of welding. The welding parameters of the first layer are J422Φ3.2 type electrode, the welding current is 130A, the voltage is 24±2V, the welding speed is 15mm / min, and the welding parameters used for the second and third layers It is: J422Φ3.2 electrode, welding current 170A, voltage 24±2V, welding speed 10mm / min...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More