

Optimization method for aluminum alloy forging blank in hot forging state
An aluminum alloy and blank technology, which is applied to the field of aluminum alloy forging blanks in hot forging state, can solve the problems of increasing the production cycle of parts and inconvenient production, and achieve the effects of reducing the amount of machining, convenient implementation, and improving processing technology and control procedures.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
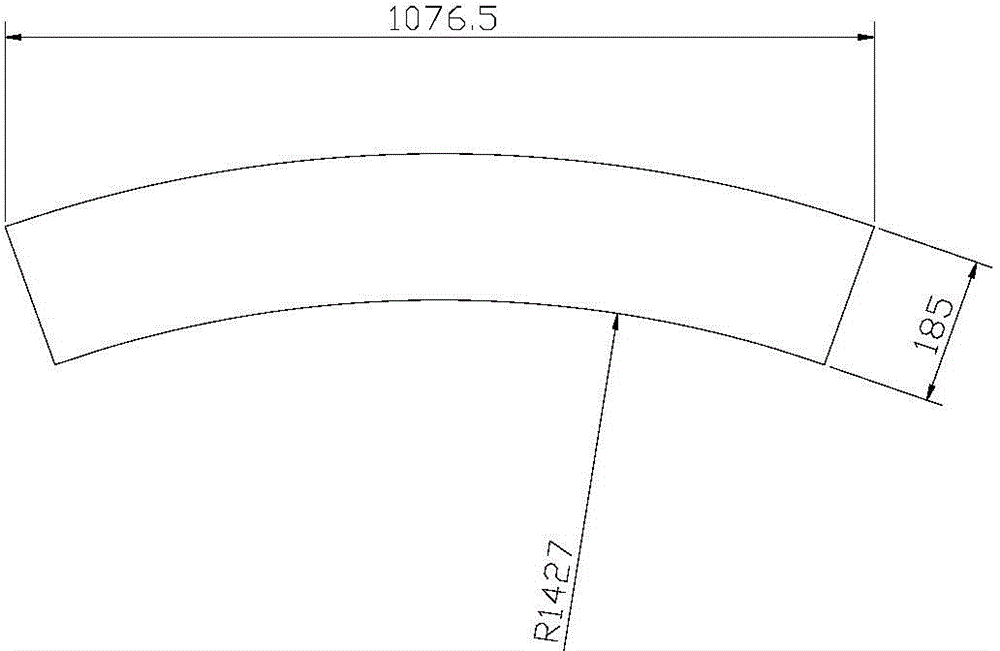
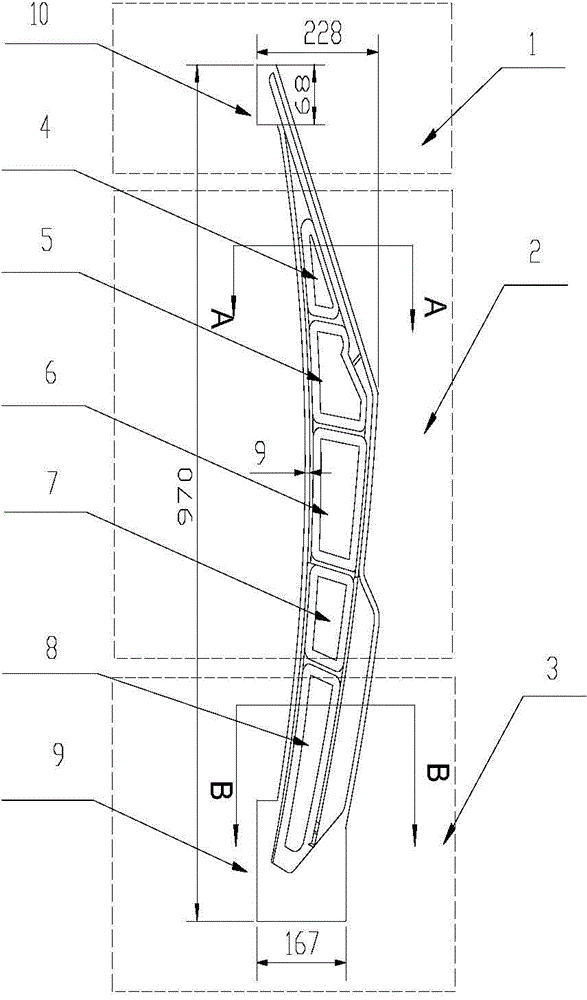
[0021] The unprocessed rough picture is as follows figure 1 shown. The optimized blank see figure 2 , heat treatment is carried out after rough machining in the forging factory, so as to ensure that the forging blank is accepted according to the conventional method.
[0022] Its use steps are as follows:
[0023] head structure 1
[0024] It is composed of the process boss 10 and the maximum contained size of the parts including the machining allowance, which can meet the machining requirements of the parts.
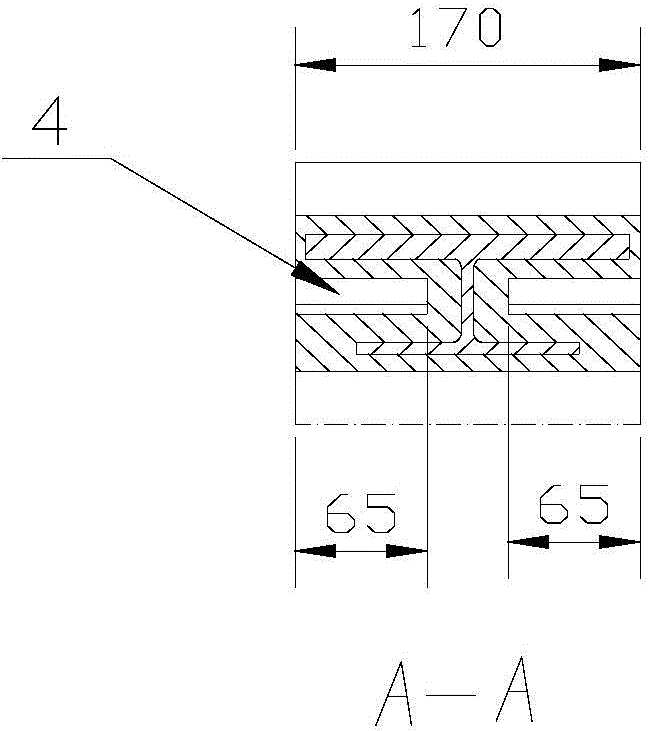
[0025] Triangular frame part 2
[0026] It is composed of thickening grooves 4, 5, 6, 7, etc. The maximum size of the blank (see attached image 3 , 4 )65mm is less than the maximum limit size of heat treatment specified by the national military standard of 150mm, adding process bosses and thickening grooves in the forging delivery state diagram, so that the maximum thickness of the blank is less than 150mm, which can ensure the heat treatment quenching penetrati...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More