

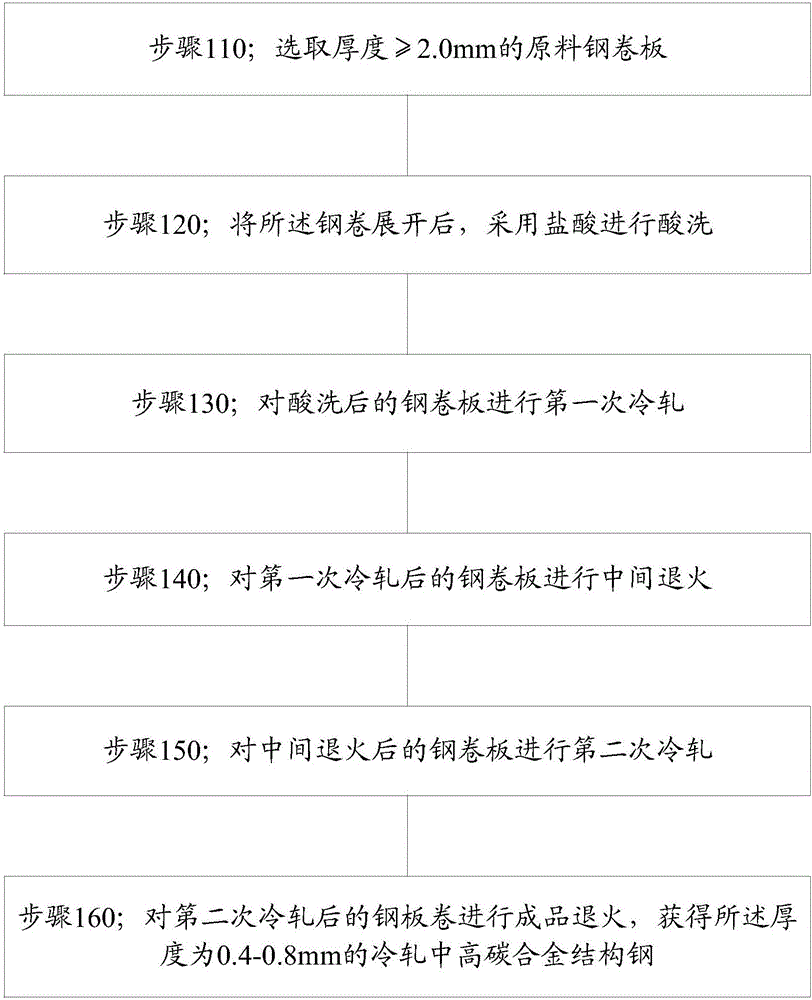
Manufacturing method of 0.4-0.8 mm thick high-carbon alloy structural steel
A technology of alloy structural steel and manufacturing method, which is applied in the field of steel manufacturing, can solve the problems of incomplete penetration of deformation, poor formability of steel strip, low reduction rate, etc., and achieve the effect of good plastic toughness, excellent plastic toughness and bright surface
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
example 1
[0062] In this example, the manufacturing method of alloy structural steel 50Mn2 with a thickness of 0.4mm, the chemical composition is C: 0.50wt.%, Si: 0.27wt.%, Mn: 1.60wt.%, P: 0.012wt.%, S: 0.001wt .%, Alt: 0.021%, the rest is Fe and unavoidable impurities.
[0063] The raw steel coil with a thickness of 2.0mm is selected, the finish rolling temperature is 920°C, the cold rolling speed after finish rolling is 30°C / s, the coiling temperature is 730°C, and then the steel coil is slowly cooled in the warehouse.
[0064] The pickling temperature is 85° C., the concentration of the hydrochloric acid is 12%, the iron salt content in the hydrochloric acid is 105 g / l, and the pickling speed is 15 m / min.
[0065] The distribution of cold rolling passes is shown in Table 1. After the second cold rolling, the roll surface roughness Ra is 0.5 μm, and the intermediate annealing and finished annealing are annealed with full hydrogen protective gas.
[0066] Table 1 Distribution of cold...
example 2
[0073]The manufacturing method of the cold-rolled alloy structural steel 42CrMo4 with a thickness of 0.8mm in this example, the chemical composition is C: 0.39wt.%, Si: 0.22wt.%, Mn: 0.77wt.%, P: 0.012wt.%, S: 0.003wt.%, Alt: 0.030%, Cr: 1.1%, Mo: 0.17%, and the rest are Fe and unavoidable impurities.
[0074] The raw steel coil with a thickness of 2.5mm is selected, the finish rolling temperature is 860°C, the cold rolling speed after finish rolling is 18°C / s, the coiling temperature is 680°C, and then the steel coil is slowly cooled in the warehouse.
[0075] The pickling temperature is 75° C., the concentration of the hydrochloric acid is 6%, the iron salt content in the hydrochloric acid is 110 g / l, and the pickling speed is 30 m / min.
[0076] The distribution of cold rolling passes is shown in Table 3. After the second cold rolling, the roll surface roughness Ra is 0.45 μm. The protective gas used for intermediate annealing and finished annealing is a mixture of nitrogen ...
example 3
[0084] In this example, the manufacturing method of cold-rolled alloy structural steel 50CrVA with a thickness of 0.6mm, the chemical composition is C: 0.55wt.%, Si: 0.35wt.%, Mn: 0.60wt.%, P: 0.010wt.%, S: 0.006wt.%, Alt: 0.025%, Cr: 1.0%, V: 0.1%, and the rest are Fe and unavoidable impurities.
[0085] The raw steel coil with a thickness of 2.2mm is selected, the finish rolling temperature is 912°C, the cold rolling speed after finish rolling is 24°C / s, the coiling temperature is 700°C, and then the steel coil is slowly cooled in the warehouse.
[0086] The pickling temperature is 81° C., the concentration of the hydrochloric acid is 11%, the iron salt content in the hydrochloric acid is 95 g / l, and the pickling speed is 21 m / min.
[0087] The distribution of cold rolling passes is shown in Table 5. After the second cold rolling, the roll surface roughness Ra is 0.39 μm. The atmosphere used for intermediate annealing and finished annealing is a mixture of nitrogen and hydro...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More