

Band saw blade manufacturing method and band saw blade
A manufacturing method and technology of band saw blades, applied in the direction of sawing machine tool manufacturing, manufacturing tools, metal sawing equipment, etc., can solve the problems of large rake surface roughness, high product price, and large tooth tip burrs, and achieve roughness The effect of small degree, reduced chipping rate, and small width change
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0048] A method for manufacturing a band saw blade, the specific process of which is as follows:
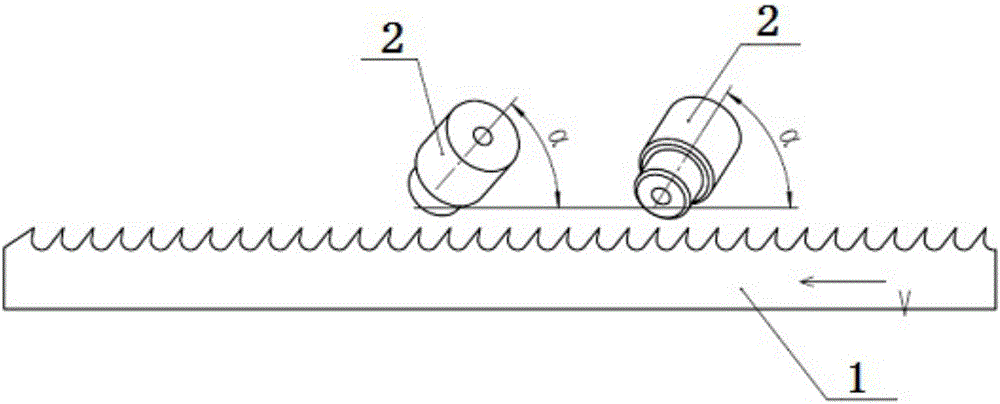
[0049] 1) The steel belt is subjected to tooth forming treatment, and the required tooth shape is processed on one side of the steel belt. This processing method can adopt milling forming, grinding forming, punching and shearing forming or other numerical control forming methods, such as: laser cutting, wire cutting, etc.
[0050] 2) The band saw blade that has been formed by the teeth is cleaned to remove surface oil, and then it is kept at 1100°C-1250°C for 0.5-5min, and then quenched to room temperature. Then after tempering at 520-650°C for 5min-120min, cool to room temperature and repeat tempering for 3-6 times. If there is camber in the heat-treated steel strip, it can be adjusted by rolling straightening after heat treatment. Sandblasting or shot blasting can be done if there are surface imperfections, or if the surface needs to be finished to make it aesthetically pleas...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More