

A fillet weld automatic welding control method based on laser displacement sensor
A laser displacement, automatic welding technology, applied in welding equipment, manufacturing tools, arc welding equipment, etc., to achieve the effects of uniformity and stability, fast output response, and simplified structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
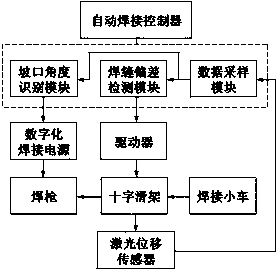
[0028] Embodiment 1: The system block diagram of the fillet weld automatic welding control method of a kind of laser displacement sensor of the present invention is as follows figure 1 As shown, the system includes: laser displacement sensor, automatic welding controller, driver, cross carriage, digital welding power supply, welding torch, welding trolley, among which, the automatic welding controller includes data sampling module, weld seam deviation detection module, groove angle Identification module; using laser displacement sensor to sense the displacement of the fillet weld groove; using the data sampling module to sample the output signal of the laser displacement sensor; the weld deviation detection module uses the three harmonic decoupling algorithm to detect the fillet weld The longitudinal deviation of the fillet weld is detected by the shape filter threshold method; the groove angle identification module adopts the double harmonic decoupling algorithm to identify th...
Embodiment 2
[0061] Embodiment 2: Through the method of the present invention, the laser displacement sensor is used to sense the displacement of the fillet weld groove, and the data sampling module is used to perform data sampling on the output signal of the laser displacement sensor. The sense signal sampling waveform is as Figure 7 As shown, the lateral deviation e of the fillet weld is detected by the three-harmonic decoupling algorithm through the weld deviation detection module, Figure 8 is the waveform diagram of the laser displacement sensing signal obtained after calculation when the fillet weld deviates to the left, and then uses the morphological filter threshold method to detect the longitudinal deviation y of the fillet weld. k)(k=0,1,2...N-1) such as Figure 9 As shown in the shaded area in the middle, the shape threshold H of the laser displacement sensing signal of the fillet weld is as follows Figure 10 As shown, through the groove angle identification module, the dou...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More