

A kind of friction stir spot welding machine and friction stir spot welding method
A friction stir and spot welding technology, which is applied in the field of friction stir spot welding and friction stir spot welding, can solve the problems of unfavorable performance and breakage of friction stir spot welding joints, and achieves reduced deformation, reduced width difference, and reduced flying edge effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0030] The operation steps are as follows:
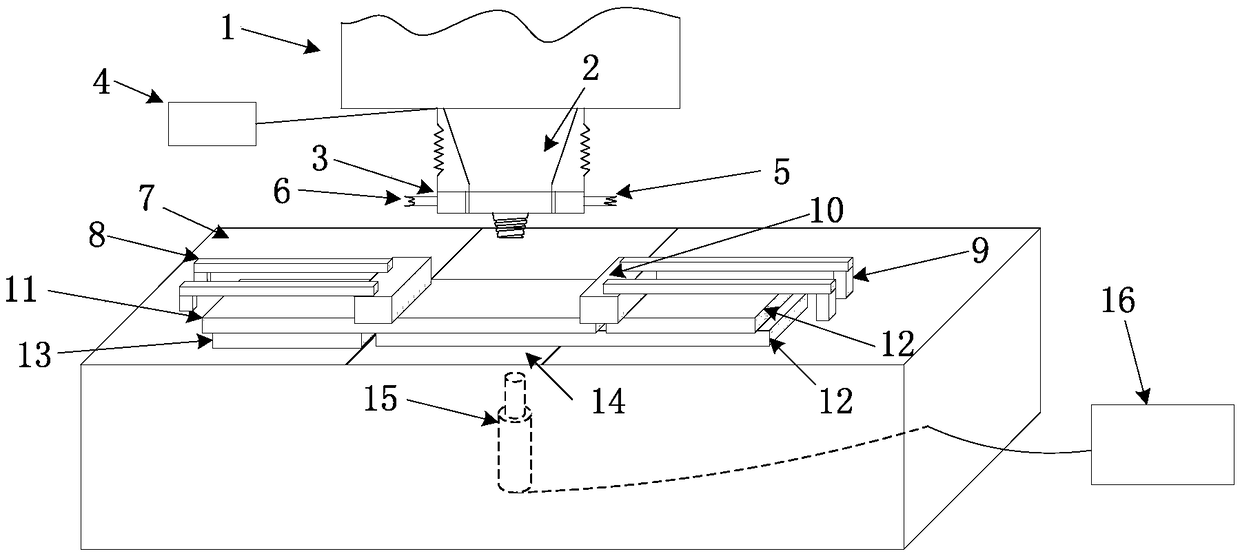
[0031] Step 1. Overlap the parts to be welded on the upper plate 11 and the lower plate 12 of the workpiece to be welded (the aluminum alloy plate), and fix them with a pressing block 10, a bead 8, a supporting block 9, a spacer 13 and a backing plate 14 On workbench 7. .In order to prevent the moving shoulder (not shown) of the mixing head from contacting with the stationary shoulder, and minimize material entering the gap, the gap between the stationary shoulder and the moving shoulder is selected as 0.1mm.
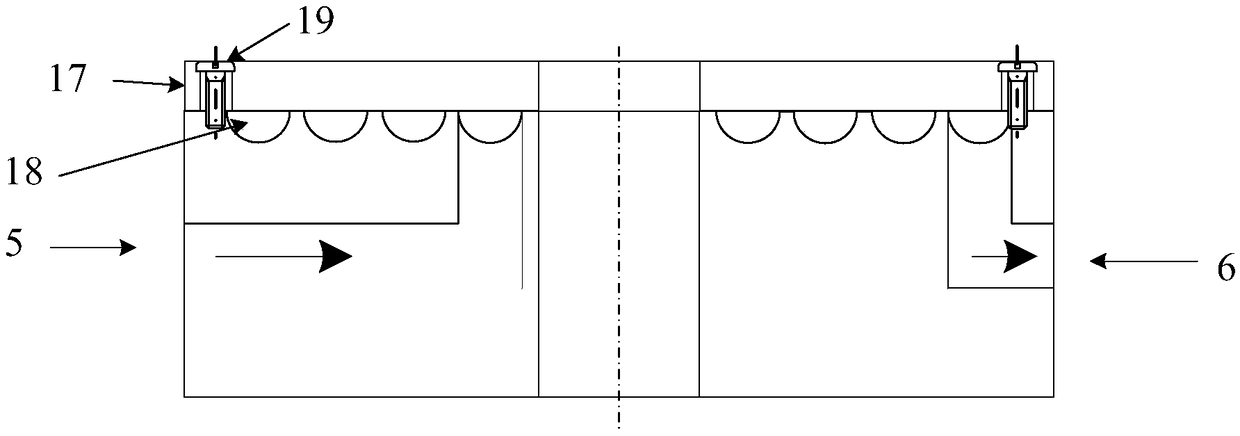
[0032] Step 2. Install an ultrasonic vibration device at the lower part of the workpiece welding area. The ultrasonic vibration device is composed of an ultrasonic generator 16, an ultrasonic transducer and an ultrasonic horn 15, wherein the ultrasonic horn is in contact with the lower plate of the workpiece.
[0033] Step 3. Use the above-mentioned ultrasonic vibration device to assist friction stir spot welding:
[0034] ...
Embodiment 2
[0038] The difference between this embodiment and embodiment 1 is that the rotation speed of the stirring head described in step 3 is 2000 rpm, and the others are the same as embodiment 1.
Embodiment 3
[0040] The difference between this embodiment and embodiment 1 is that the ultrasonic frequency described in step 3 is 60KHz, and the others are the same as embodiment 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More