

Large-size rectangular steel production process combining billeting, continuous rolling and controlled cooling
A production process and technology for rectangular steel, applied in cooling beds, metal rolling, manufacturing tools, etc., can solve the problems of low production process cost, unavailability of rectangular steel, bending and twisting of rectangular steel, etc., and achieve the cost of production process. Low, high precision control of external dimensions, the effect of enriching production methods
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] Φ500mm section continuous casting round billet production 260 tons, F300X110, the specific process is as follows:
[0037] 1) Heating: The blank is sent to the heating furnace through the conveying roller table for heating. The heating furnace is an air and gas double regenerative heating furnace, and the furnace is a double-row cloth distribution. The heating time is 7-8 hours, and the steel billet is tapped after reaching the tapping temperature, and the tapping temperature is controlled at 1100-1150°C.
[0038] 2) High-pressure water descaling machine: Segmented annular high-pressure descaling machine removes iron oxide chips on the surface of the billet. The pressure of the descaling machine is 23MPa, and the descaling speed is 0.8m / s.
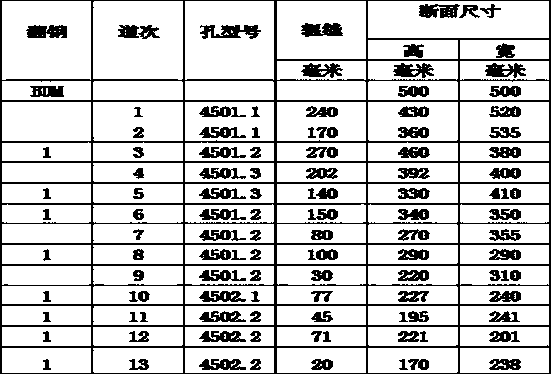
[0039] 3) Rolling by the blanking machine: the blanking machine is a double-roller reciprocating blanking machine, and the diameter of the rolls is Ф1200mm. After the large round billet is rolled by the blanking machine for 13 passe...
Embodiment 2
[0051] The Φ500mm section continuous casting round billet produces 450 tons of 180X115, hot delivery for billet rolling, the specific process is as follows:
[0052] 1) Heating: The blank is sent to the heating furnace through the conveying roller table for heating. The heating furnace is an air and gas double regenerative heating furnace, and the furnace is a double-row cloth distribution. The heating time is 7~8 hours. The steel billet is tapped after reaching the tapping temperature, and the tapping temperature is controlled at 1100~1150°C.
[0053] 2) High-pressure water descaling machine: Segmented annular high-pressure descaling machine removes iron oxide chips on the surface of the billet. The pressure of the descaling machine is 230bar, and the descaling speed is 0.8m / s.
[0054] 3) Rolling by the blanking machine: the blanking machine is a double-roller reciprocating blanking machine, and the diameter of the rolls is Ф1200mm. After the large round billet is rolled by t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More