

Large-diameter thin-wall seamless tube rotation extrusion forming method
A technology of extrusion forming and seamless tube, which is applied in metal extrusion forming tools, metal extrusion, metal extrusion dies, etc., which can solve the problems of long cycle, poor rigidity, and low production efficiency of large drawing machines.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with specific embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, and are not intended to limit the present invention.
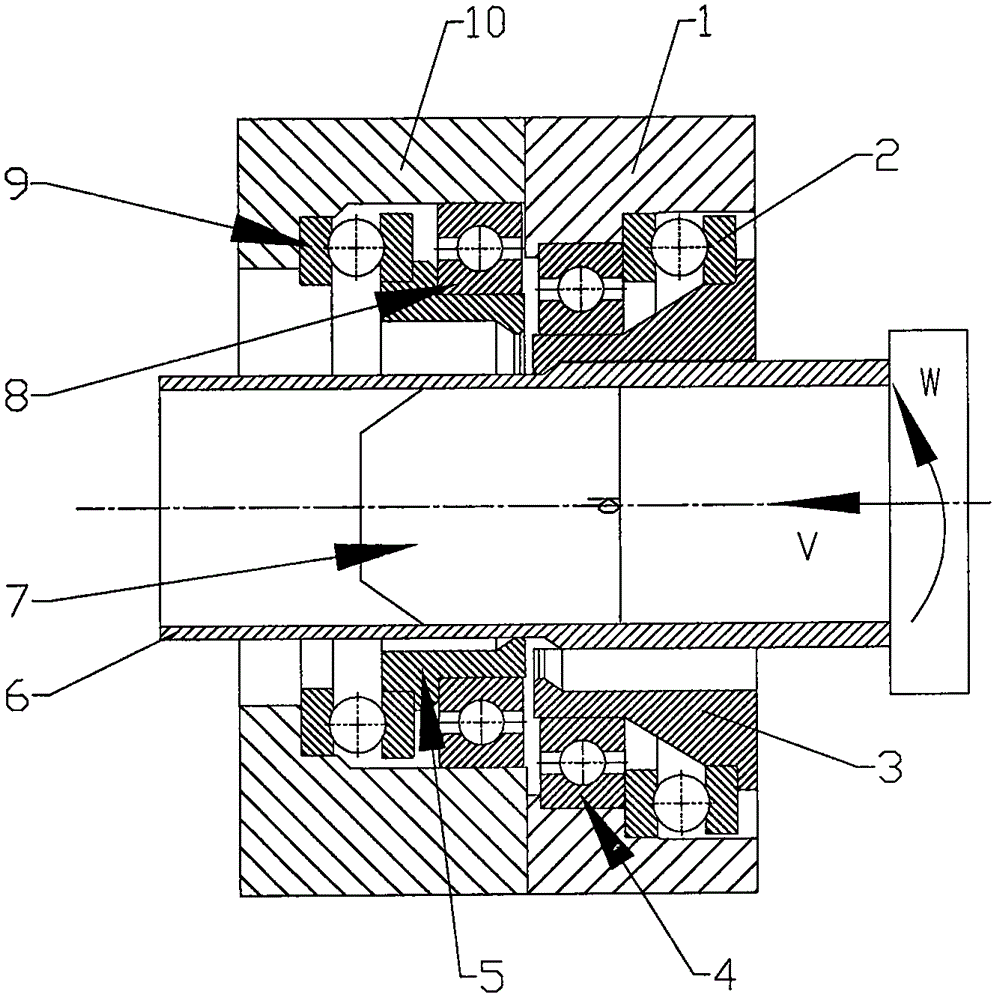
[0026] see Figure 1-Figure 4 , the specific implementation method adopts the following technical scheme: a method for rotary extrusion forming of a large-diameter thin-walled seamless pipe, and its specific implementation steps are:
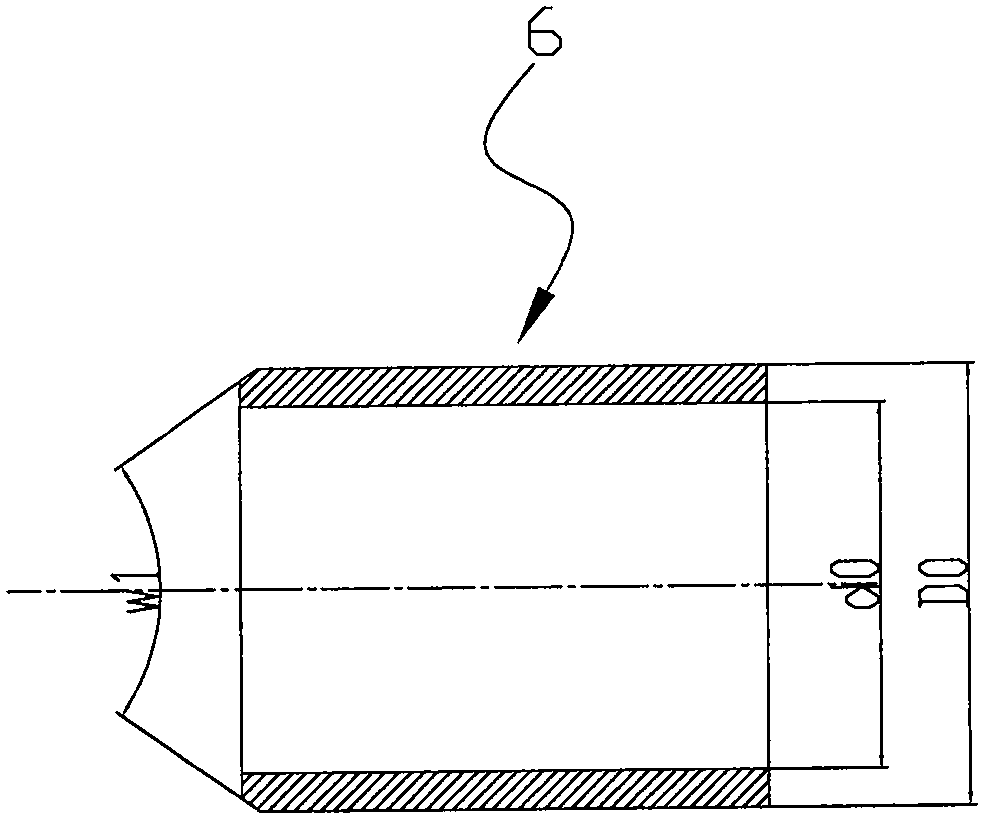
[0027] The hollow pipe blank 6 (such as figure 2 Shown) be enclosed within on the mandrel 7 of a kind of large-diameter thin-walled seamless pipe rotary extrusion mold, put them in the extrusion wheel 3 again, described mold (such as figure 1 Shown) mainly includes the right fixed seat 1, the thrust bearing 2 for the extrusion wheel, the extrusion wheel 3, the rolling...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More