

A backfilling friction stir spot welding method
A friction stir and spot welding technology, used in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of insufficient mixing of connecting ligament and base material, low flow speed of material in the center of the welding spot, and short material contact time. , to achieve the effect of reducing interface defects, improving joint performance and improving joint quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0030] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
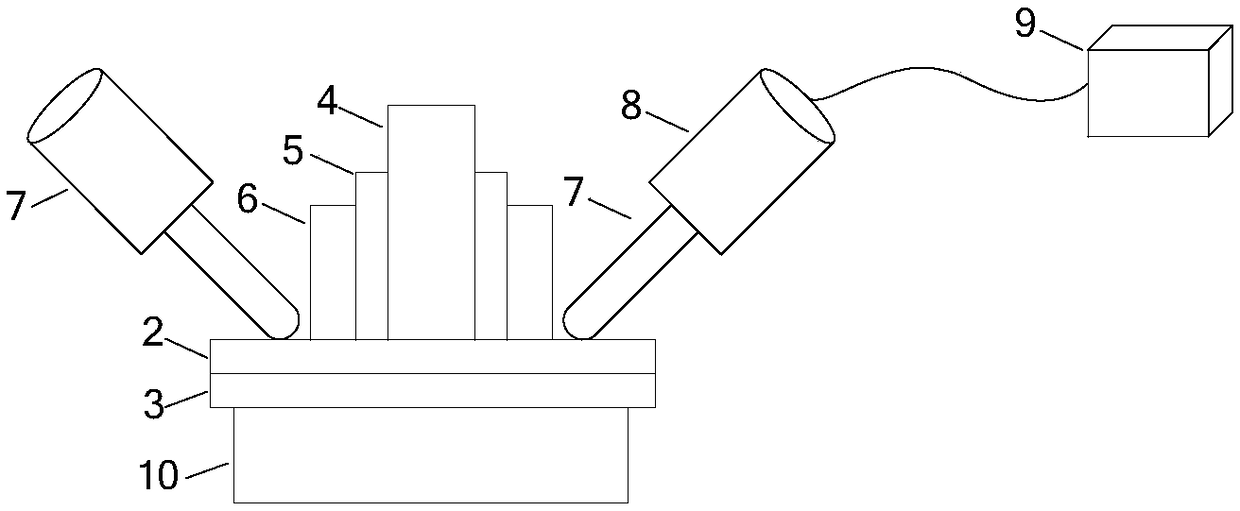
[0031] This embodiment adopts the method of the present invention to weld figure 1 The workpiece shown is a 2024-T4 aluminum alloy plate, the thickness of the upper plate 2 and the lower plate 3 are respectively 2mm, and the welding part of the upper plate has a circular bump 1 reserved during processing, and the circular bump The diameter is 9mm and the height is 0.2mm.
[0032] The welding operation steps are as follows:
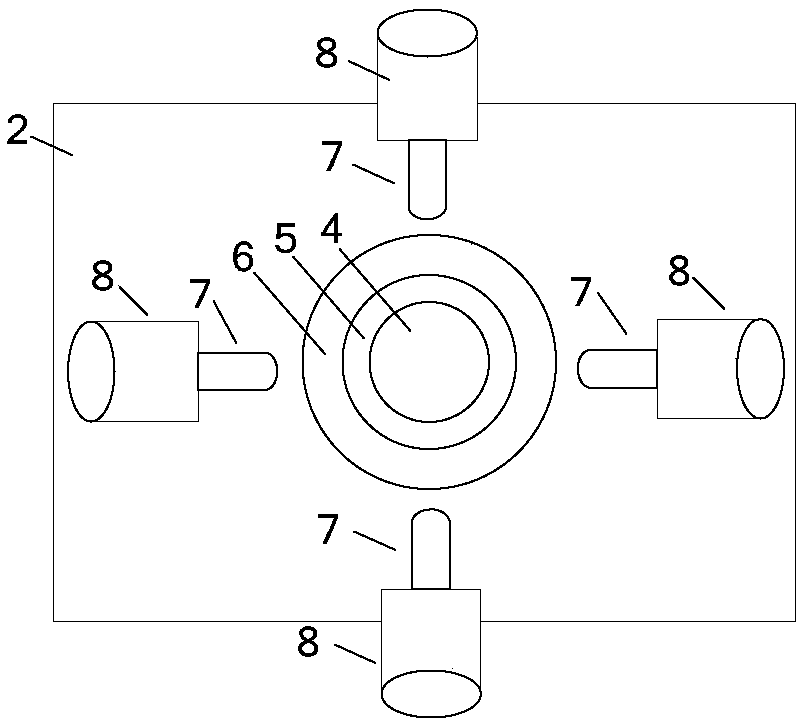
[0033] Step 1, select the stirring head, such as figure 2 with image 3 As shown, the diameter of the stirring needle 4 is 5 mm, and the outer wall has a right-handed thread (not shown); the inner and outer diameters of the sleeve 5 of the stirring needle are 5.2 mm and 9 mm, and the outer wall of the sleeve has a right-handed thread (not shown), the inner diameter and outer diameter of the compression ring 6 outside the sleeve...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More