

Rubber dynamic injection moulding device and method
An injection molding device and rubber injection technology, which is applied in the field of rubber dynamic injection molding devices, can solve the problems of reducing rubber viscosity, poor fluidity, and difficult molding, and achieve the effect of changing fluidity and reducing energy consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
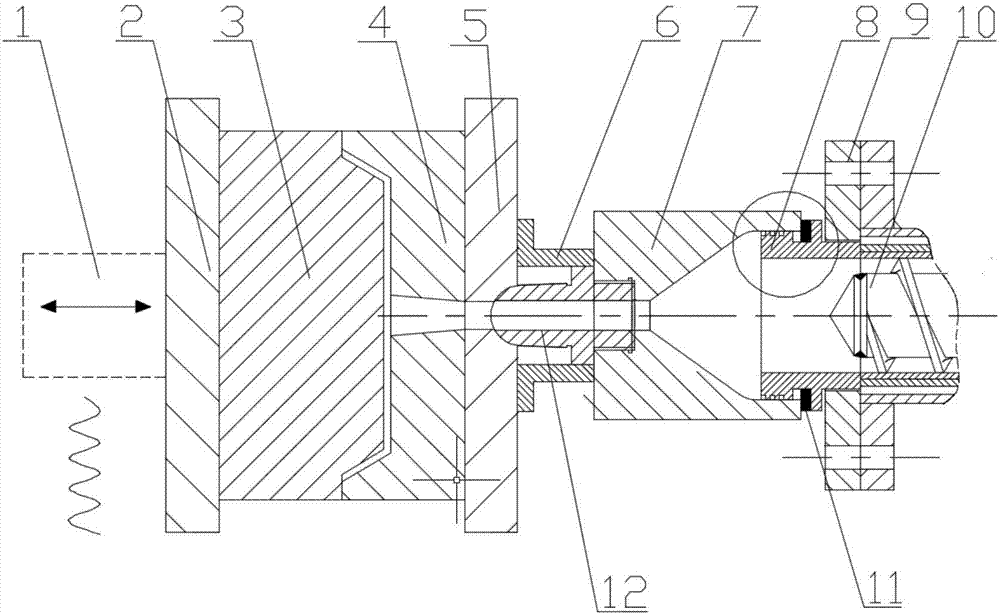
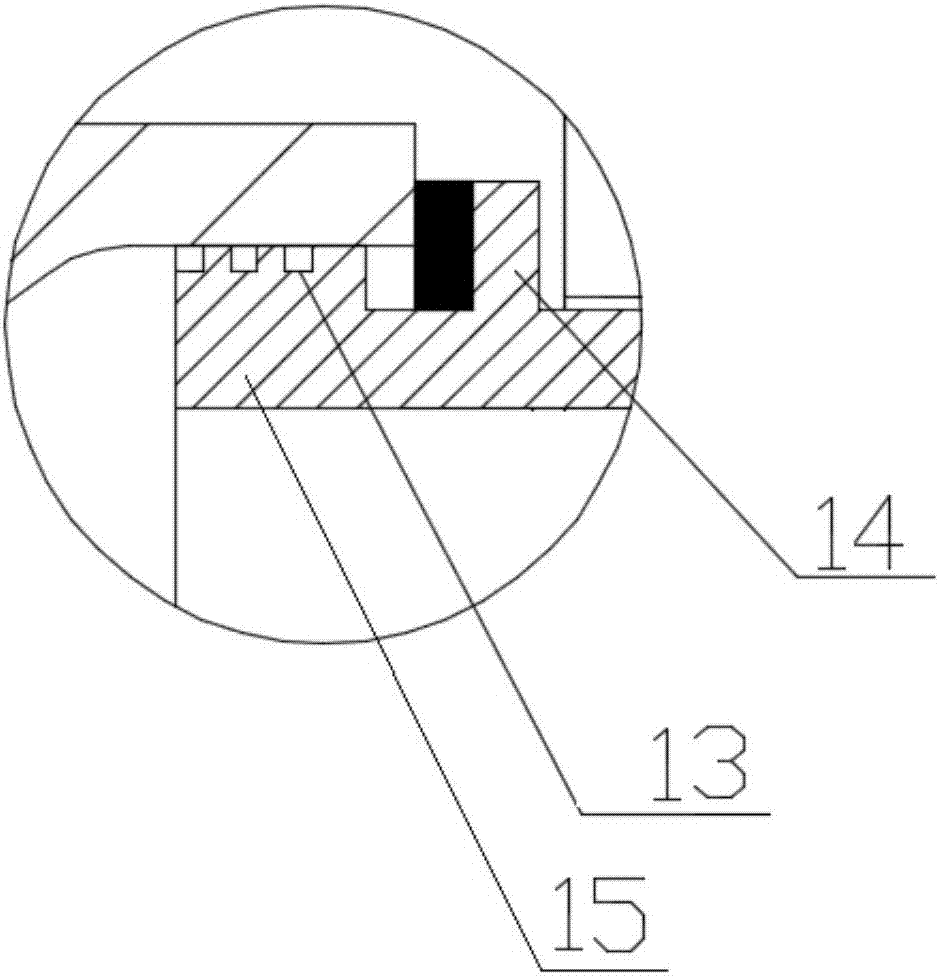
[0036] Such as figure 1 As shown, a rubber dynamic injection molding device includes a rubber cold-feed screw extruder 10, a slip ring 8, a vibrating sleeve 7, an injection nozzle 12, an upper backing plate 5, an upper template 4, a lower template 3, The lower backing plate 2 and the electro-hydraulic hydraulic vibration system 1, wherein the vibration sleeve 7 is a cavity structure with cylindrical ends and a truncated cone in the middle, the slip ring 8 is a hollow sleeve structure, and one end of the slip ring 8 The connecting ring 9 is screwed and fixedly connected with the rubber cold feed screw extruder 10. A first flange 15 is provided on the circumference of the other end side, and a second flange 14 is provided on the outer circumference. The first flange 15 is connected to the second flange. The distance between the flanges 14 is 20-25mm, the first flange 15 is in clearance fit with the front end of the vibrating sleeve 7, and the gap between the first flange 15 and ...
Embodiment 2
[0038] (1) 70 parts by weight of raw rubber TSR20 and 30 parts by weight of raw rubber BR9000, 2 parts by weight of raw rubber small material SAD, 4 parts by weight of ZnO and 4010NA of 1 part by weight, carbon black N375 of 40 parts by weight, 25 parts by weight Aromatic hydrocarbon oil in parts by weight, carbon black remaining 20 parts by weight are heated and mixed in the internal mixer to make it uniform, the heating temperature is 110 ℃, and the mixing time is 9min, then add 1.8 parts by weight of vulcanizing agent in the open mixer S and 0.9 parts by weight of CZ, continue mixing, the total mixing time is 20min, and the rubber material after mixing is parked for 24h;
[0039] (2) The temperature of the feeding section, plasticizing section and extrusion section of the rubber cold-feeding screw extruder is controlled at 50°C, 65°C and 75°C in sequence, and the screw temperature is set at 80°C. The role of the injection mold in the temperature control system Heat it up to...
Embodiment 3
[0043] (1) 70 parts by weight of raw rubber TSR20 and 30 parts by weight of raw rubber BR9000, 2 parts by weight of raw rubber small material SAD, 4 parts by weight of ZnO and 4010NA of 1 part by weight, carbon black N375 of 40 parts by weight, 25 parts by weight Aromatic hydrocarbon oil in parts by weight, carbon black remaining 20 parts by weight are heated and mixed in the internal mixer to make it uniform, the heating temperature is 100 ℃, and the mixing time is 5min, then add 1.8 parts by weight of vulcanizing agent in the open mixer S and 0.9 parts by weight of CZ, continue mixing, the total mixing time is 5min, and the rubber material after mixing is parked for 30h;
[0044] (2) The temperature of the feeding section, plasticizing section and extrusion section of the rubber cold-feeding screw extruder is controlled at 50°C, 65°C and 75°C in sequence, and the screw temperature is set at 80°C. The role of the injection mold in the temperature control system Heat it up to ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More