

Method for controlling pass-line deflection of finishing mill stand according to intermediate billet camber
A technology of camber bending and finishing mill, applied in the direction of profile control, rolling force/roll gap control, etc., can solve the problems affecting the stability of finishing rolling, achieve low synchronization and real-time performance, low cost, reduce The effect of finish rolling deviation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment A1-A2
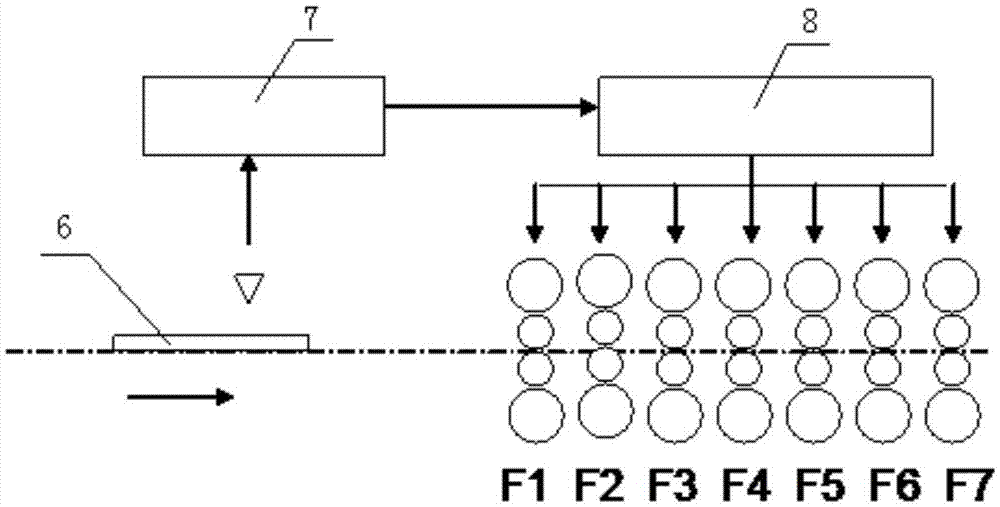
[0038] image 3 The control system used in the method of controlling the deviation of the finish rolling stand according to the camber of the intermediate billet according to the embodiment A1-A2 is illustrated, Figure 4 The flow of the method for controlling the deviation of the finish rolling stand according to the camber of the intermediate slab in the embodiments A1-A2 is illustrated.
[0039] Such as image 3 As shown, the control system used in the method of controlling the deviation of the finishing stand according to the camber of the intermediate slab in the embodiment A1-A2 includes a width meter 7 and an industrial control computer 8, and the industrial control computer 8 cooperates with the width meter 7 and the finishing stand The pressing control system of F1-F7 is realized.
[0040] Such as Figure 4 shown, combined with reference image 3 , the specific steps of the method for controlling the deviation of the finish rolling stand according to the camber of...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More