

Low warpage ABS material for 3D printing, and preparation method thereof
An ABS material and 3D printing technology, applied in the field of 3D printing materials, can solve the problems of easy warping of printing, unprintable 3D printing materials, and inability to print large-size parts, etc., to achieve the effect of controlling warping and improving printing stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
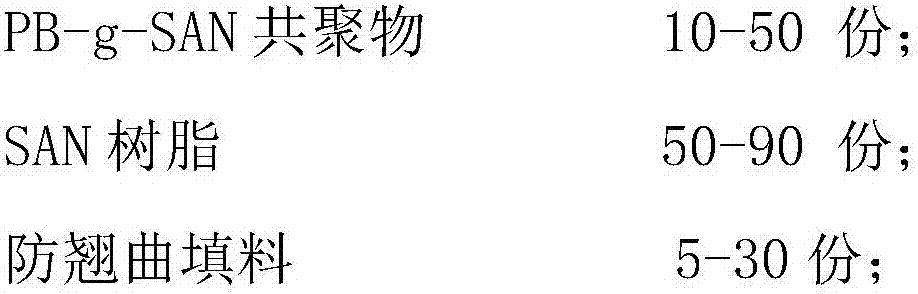
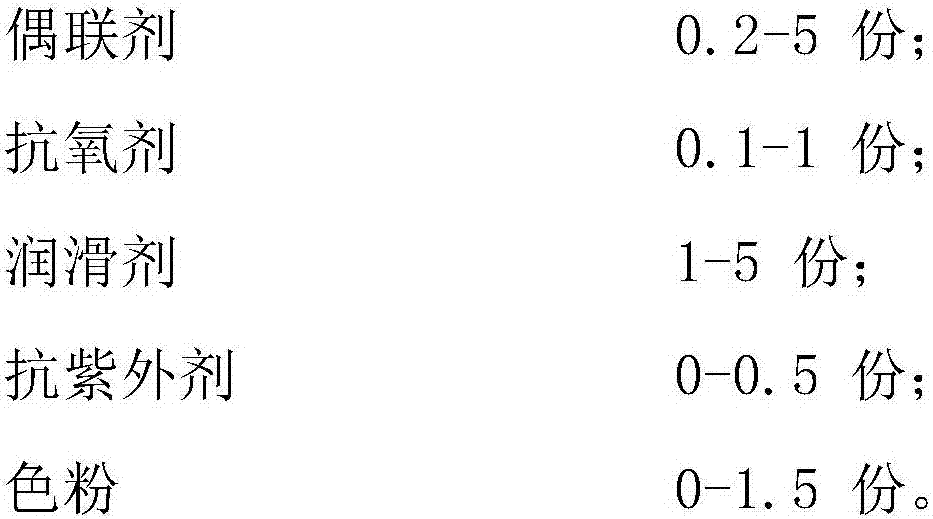
[0031] Step 1: Weigh the raw materials of each component, 5 parts of PB-g-SAN copolymer, 45 parts of SAN resin, 5 parts of glass beads, 0.5 part of silane coupling agent, 0.3 part of antioxidant 168, magnesium stearate 1 part and 3 parts of talcum powder are mechanically mixed evenly;
[0032] Step 2: Extrude the mixed material through a twin-screw extruder at a processing temperature of 220°C, cool at room temperature, air-dry, and pelletize to make modified ABS pellets;
[0033] Step 3: Extrude the modified ABS pellets through a 3D printing material extruder at a processing temperature of 210°C, cool at a high temperature at a high temperature at 50°C, cool at a medium temperature at a constant temperature at 20°C, cool at a normal temperature, air-dry, draw strips, and coil. Low warpage ABS material for 3D printing and its preparation method.
Embodiment 2
[0035] Step 1: Weigh the raw materials of each component, mix 10 parts of PB-g-SAN copolymer, 40 parts of SAN resin, 5 parts of glass beads, 0.5 part of silane coupling agent, 0.3 part of antioxidant 1010, calcium stearate 1 part, 3 parts of talcum powder, 0.5 part of anti-ultraviolet agent 944, 1 part of titanium dioxide, mechanically mix evenly;
[0036] Step 2: Extrude the mixed material through a twin-screw extruder at a processing temperature of 220°C, cool at room temperature, air-dry, and pelletize to make modified ABS pellets;
[0037] Step 3: Extrude the modified ABS pellets through a 3D printing material extruder at a processing temperature of 210°C, cool at a high temperature at 70°C, cool at a medium temperature at a constant temperature at 50°C, cool at room temperature, air-dry, draw strips, and coil. Low warpage ABS material for 3D printing and its preparation method.
Embodiment 3
[0039] Step 1: Weigh the raw materials of each component, 15 parts of PB-g-SAN copolymer, 35 parts of SAN resin, 5 parts of glass microspheres, 0.5 parts of silane coupling agent, 0.1 part of antioxidant 1010, antioxidant 0.2 part of 168, 0.1 part of EBS, 0.1 part of calcium stearate, 3 parts of talcum powder, 0.1 part of anti-ultraviolet agent V703 and mechanically mix evenly;
[0040] Step 2: Extrude the mixed material through a twin-screw extruder at a processing temperature of 210°C, cool at normal temperature, air-dry, and pelletize to make modified ABS pellets;
[0041] Step 3: Extrude the modified ABS pellets through a 3D printing material extruder at a processing temperature of 210°C, cool at a high temperature at a high temperature at 50°C, cool at a medium temperature at a constant temperature at 20°C, cool at a normal temperature, air-dry, draw strips, and coil. Low warpage ABS material for 3D printing and its preparation method.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More