

Machining fixture of irregularly-shaped straight slot and machining method
A processing method and through-groove technology, applied in the field of mechanical processing, can solve the problems of difficult to guarantee machining accuracy, low through-groove machining accuracy and positional accuracy, difficult manufacturing and processing, etc., so as to reduce processing costs, improve processing accuracy and processing quality, The effect of improving surface roughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The technical solution of the present invention will be further described below in conjunction with the accompanying drawings, but the claimed protection scope is not limited to the above;
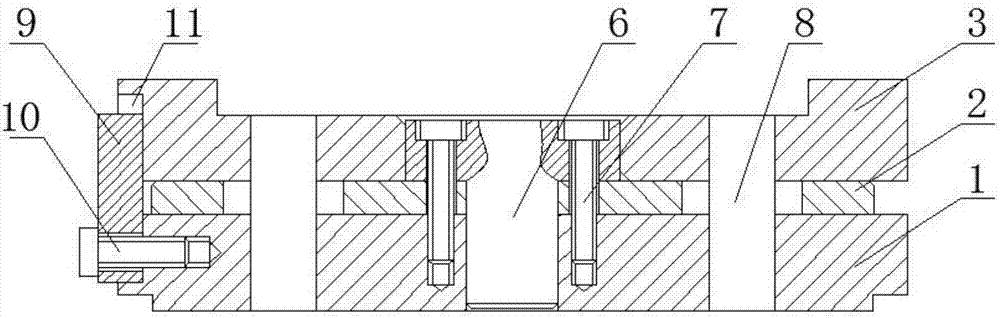
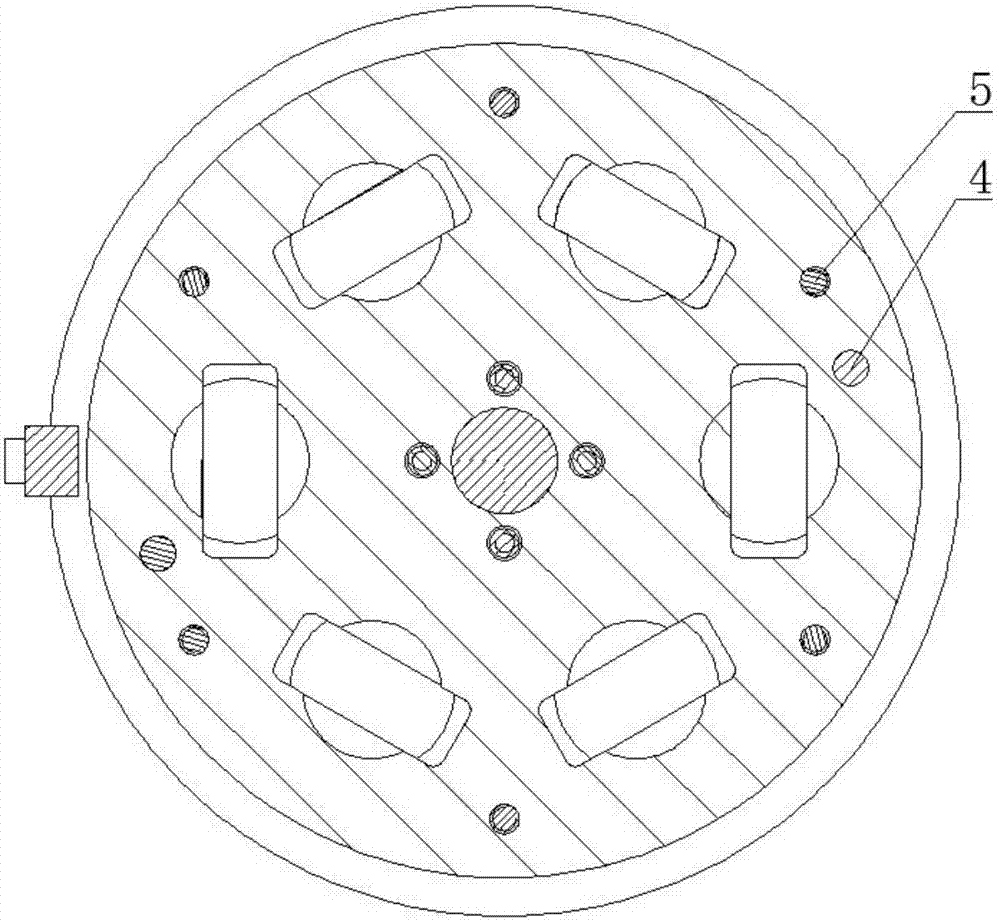
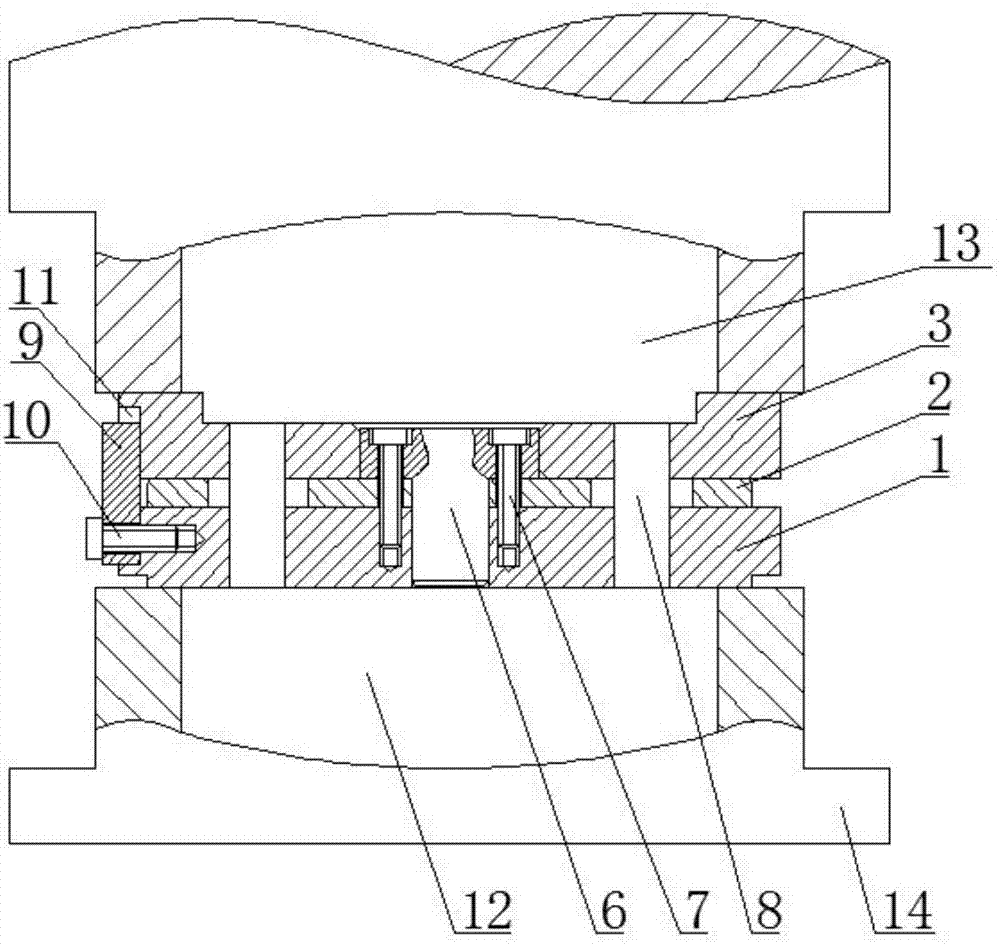
[0028] The invention provides a machining fixture and a machining method for special-shaped through slots, such as figure 1 , figure 2 , Figure 4 As shown, the machining fixture includes a chassis 1, a positioning disk 2, and a cover 3. The positioning disk 2 is connected to the upper end surface of the chassis 1 using a screw A4 and a positioning pin 5. The central axis of the chassis 1 is provided with a mandrel 6 and the upper end surface of the positioning disk 2 A groove 21 is provided, the cover plate 3 is sleeved on the mandrel 6, the cover plate 3 is connected with the chassis 1 through the positioning plate 2 with a screw B7, and the fixture is provided with a penetrating chassis 1, a positioning plate 2 and a cover plate 3 The abrasive through hole 8. Using the technical s...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More