

Heat treatment technique for additive component
A component and process technology, applied in the field of heat treatment of additive components, can solve the problem that additive components cannot meet the application requirements of key components, and achieve the effect of meeting performance requirements and improving high-temperature durable performance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
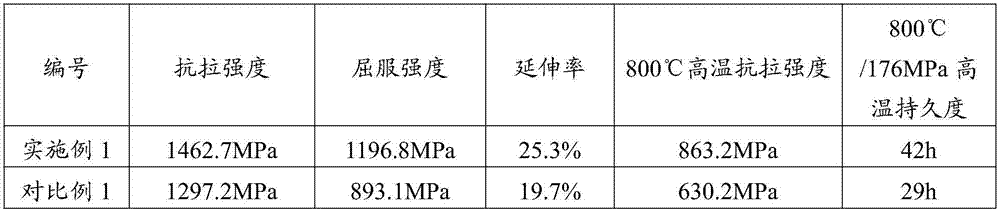
[0034] A heat treatment process for additive components provided in Example 1 of the present invention realizes heat treatment of cobalt-chromium-molybdenum alloy additive components, wherein the chemical composition of cobalt-chromium-molybdenum alloy additive components is: Cr: 29.22wt.%, Mo: 6.07wt.%, W: 0.01wt.%, Ni: 0.06wt.%, Fe: 0.18wt.%, C: 0.05wt.%, Si: 0.2wt.%, Mn: 0.47wt.%, S: 0.005 wt.%, P: 0.01 wt.%, Co: Bal.
[0035] A heat treatment process for an additive component provided in Example 1 of the present invention mainly includes the following steps:
[0036] For annealing, heat the cobalt-chromium-molybdenum alloy additive component to 420°C and keep it for 45 minutes, then raise the temperature to 780°C with the furnace and keep it for 1 hour, then cool it to 600°C with the furnace and then air-cool it.
[0037] One-line quenching, heat the cobalt-chromium-molybdenum alloy additive component to 720°C and keep it warm for 10 hours, then water-cool; take out the c...
Embodiment 2
[0054] A heat treatment process for an additive component provided in Embodiment 2 of the present invention mainly includes the following steps:
[0055] For annealing, heat the cobalt-chromium-molybdenum alloy additive component to 420°C and keep it for 45 minutes, then raise the temperature to 780°C with the furnace and keep it for 1 hour, then cool it to 600°C with the furnace and then air-cool it.
[0056] One-line quenching, heat the cobalt-chromium-molybdenum alloy additive component to 780°C and keep it warm for 10 hours, then water-cool; take out the cobalt-chromium-molybdenum alloy additive component after water cooling, heat it up to 1020°C with the furnace again, and keep it warm for 10 hours. 5min, then water cooled.
[0057] Double quenching, heat the cobalt-chromium-molybdenum alloy additive component to 780°C and keep it warm for 10 hours, then water-cool; take out the cobalt-chromium-molybdenum alloy additive component after water cooling, heat it up to 1020 wi...
Embodiment 3
[0073] A heat treatment process for an additive component provided in Example 3 of the present invention realizes heat treatment of a cobalt-chromium-molybdenum alloy additive component, wherein the chemical composition of the cobalt-chromium-molybdenum alloy additive component is: Cr: 29.22wt.%, Mo: 6.07wt.%, W: 0.01wt.%, Ni: 0.06wt.%, Fe: 0.18wt.%, C: 0.05wt.%, Si: 0.2wt.%, Mn: 0.47wt.%, S: 0.005 wt.%, P: 0.01 wt.%, Co: Bal.
[0074] A heat treatment process for an additive component provided in Embodiment 3 of the present invention mainly includes the following steps:
[0075] For annealing, heat the cobalt-chromium-molybdenum alloy additive component to 420°C and keep it for 45 minutes, then raise the temperature to 780°C with the furnace and keep it for 1 hour, then cool it to 600°C with the furnace and then air-cool it.
[0076] One-line quenching, heat the cobalt-chromium-molybdenum alloy additive component to 750°C and keep it warm for 12 hours, then water-cool; take ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More