

Laser circumferential seam welding fixture for multilayer thin-walled annular parts and method
A technology of annular parts and circumferential seams, which is applied in the field of laser circumferential seam welding fixtures for multi-layer thin-walled annular parts, can solve the problems of large welding deformation, increased deformation of parts, adhesion of parts and fixtures, etc., and achieves excellent thermal conductivity and heat dissipation. , Improve welding efficiency and prevent welding adhesion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
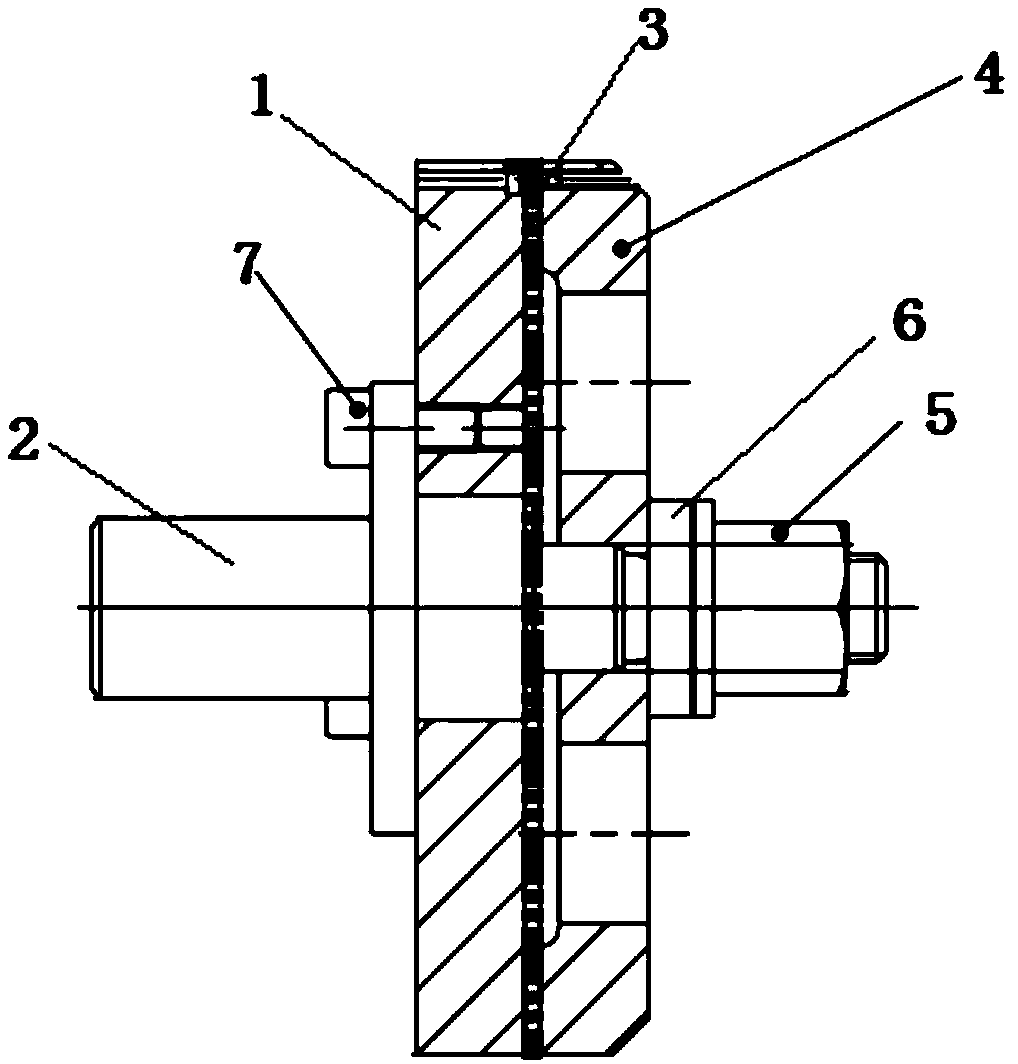
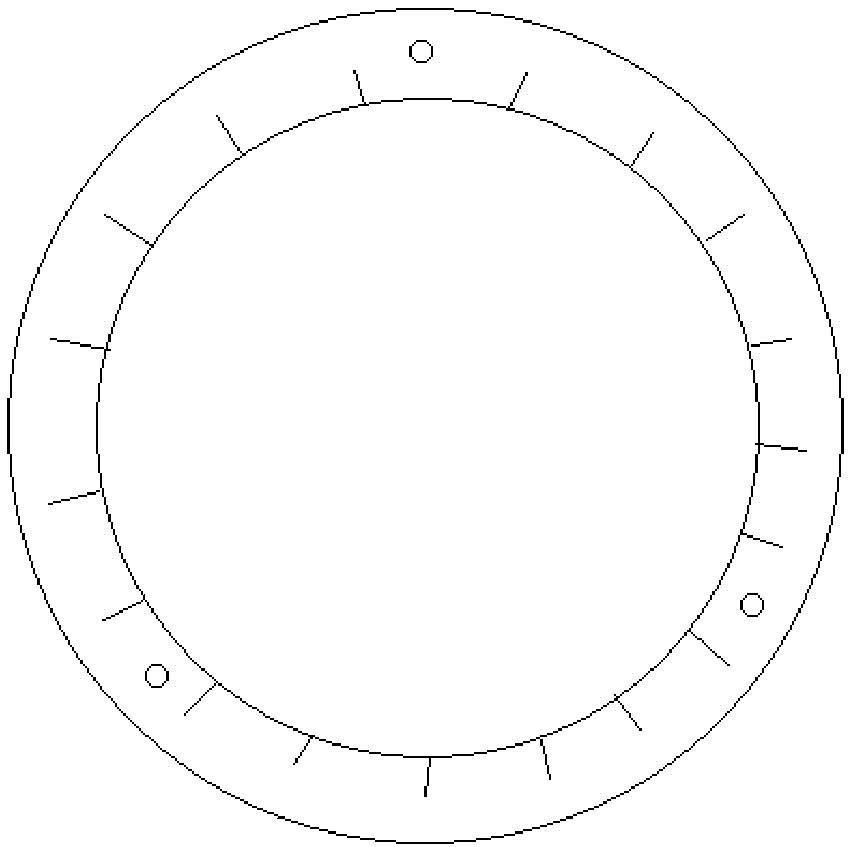
[0043] Such as Figure 1 to Figure 3 As shown, select a single-layer thin-walled ring with a thickness of δ=0.25mm, and the material is GH605; select a stepped mandrel 1, the axial diameter of the mandrel 1 is φ20mm, φ50mm, φ25mm, φ14mm, and the single-layer thin-walled ring The outer diameter of the part is 1 mm larger than the outer diameter of the positioning plate 1 and the pressure plate 4;
[0044] Clean the single-layer thin-walled ring, the positioning plate 1 and the pressure plate 4 with acetone, then install the positioning plate 1 into the φ25mm section of the mandrel 1, and fix it with the φ50mm section of the mandrel 2 through the screw 7, and then install Insert a plurality of single-layer thin-walled annular parts to be welded, and then press them through the pressure plate 4. When installing, ensure that the positioning holes on the positioning plate 1 and the pressure plate 4 are aligned to ensure that multiple single-layer thin-walled annular parts to be wel...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Outer diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More