Color printing film plastic woven barrel material bag composite automatic benchmarking device
A technology of color printing film and plastic weaving, applied in lamination devices, lamination auxiliary operations, chemical instruments and methods, etc., to achieve the effects of improving product quality, increasing automation, and reducing physical labor
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
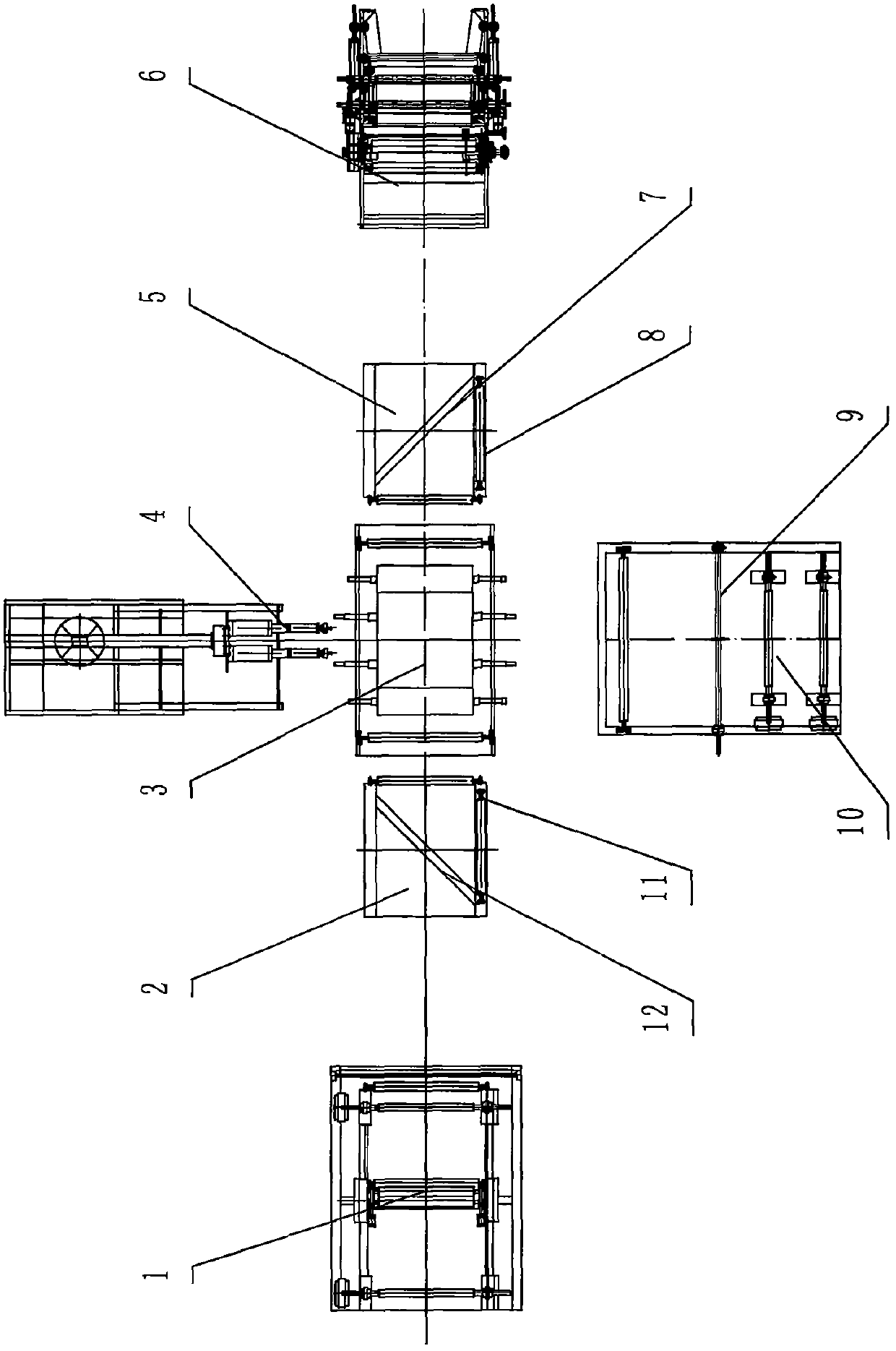
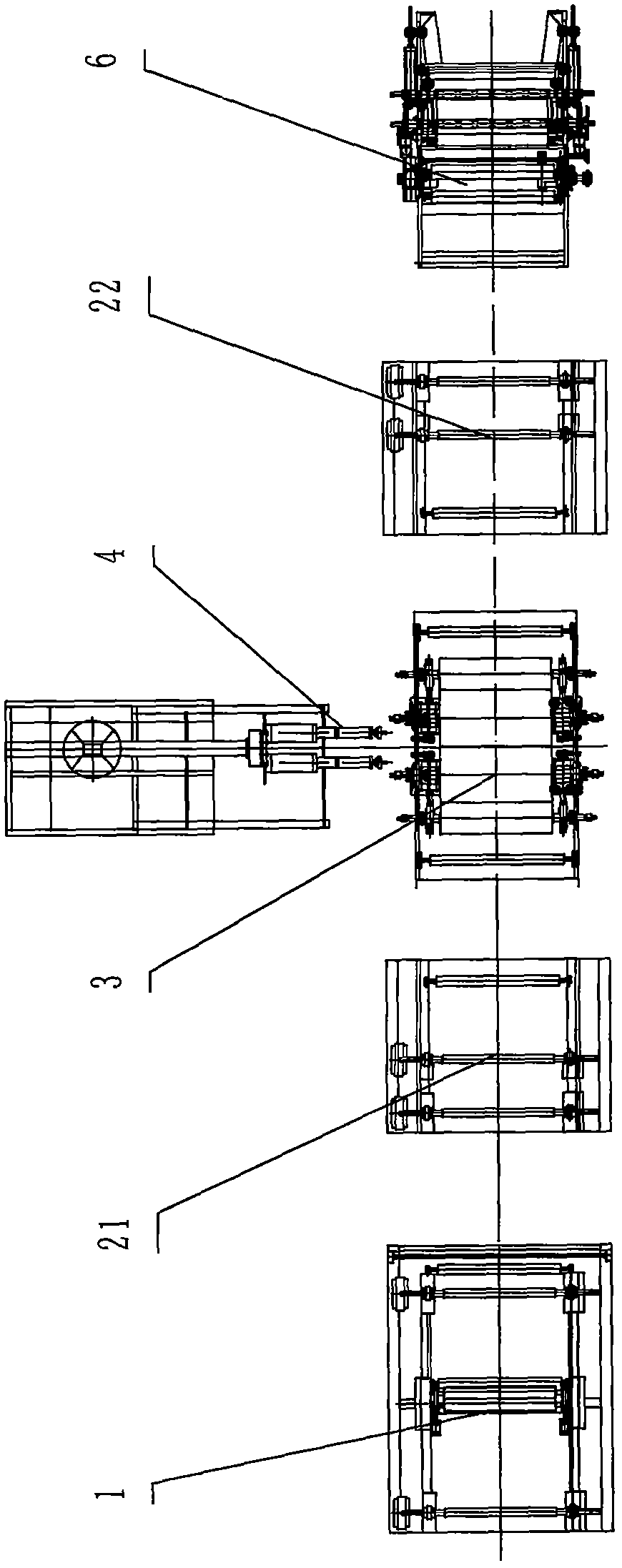
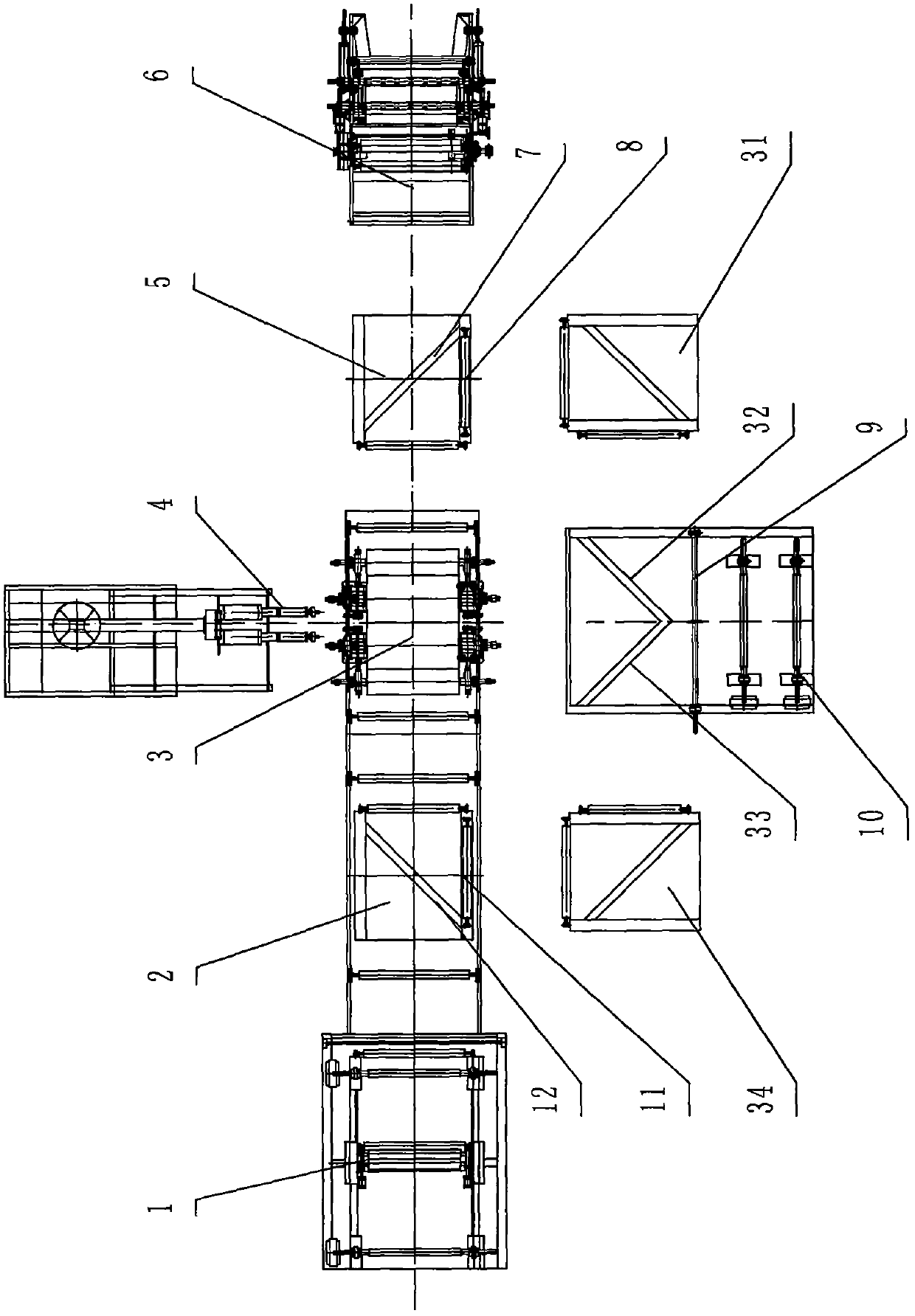
[0010] Embodiment is further described in detail below in conjunction with accompanying drawing:
[0011] refer to figure 1 : 1-Plastic woven tube bag unwinding device, 2-A turning film guiding device, 3-composite pressure roller device, 4-plastic extrusion double die head, 5-B turning film guiding device, 6-color printing film plastic weaving Bag winding device, 7-B triangular film guide, 8-B guide roller, 9-divider, 10-color printing film unwinding frame, 11-A guide roller, 12-A triangular film guide, in the figure: color printing Composite automatic benchmarking device for film-plastic woven cylinder bags. The arrangement of each equipment is in the longitudinal direction, there are plastic woven cylinder material bag unwinding device 1, A turning film guiding device 2, composite pressing roller device 3, B turning film guiding device 5 , the color printing film plastic woven bag rewinding device 6, the plastic extrusion double die head 4, the divider 9 and the color prin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



