Molten-chromium and molten-carbon reinforcing repair method for non-even wear guide rail surface
A repair method and non-uniform technology, which is applied in the field of non-uniformly worn guide rail surface melting chromium and molten carbon strengthening repair, which can solve the problems of guide rail accuracy not meeting the use requirements, time-consuming and labor-intensive, poor wear resistance, etc., to achieve non-uniform repair Range, excellent performance, stable and uniform effect on wear resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
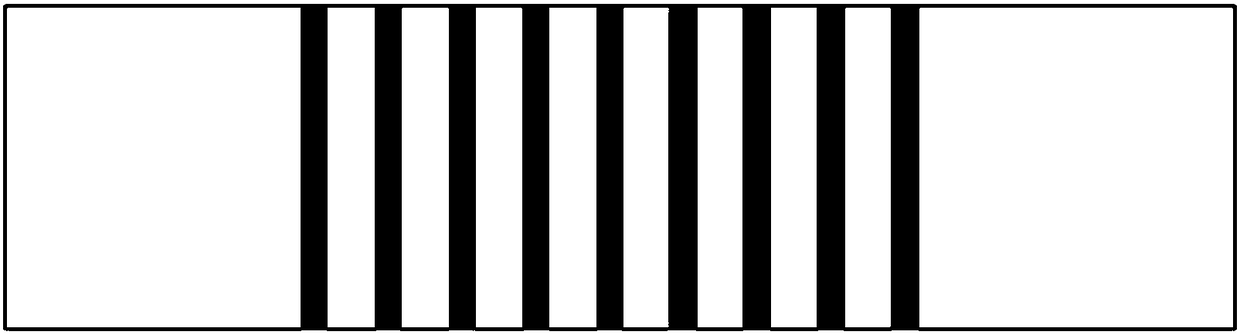
[0055] The surface hardness value of the guide rail is 300-420HV, and the hardness difference △H is 120HV. Since n=[△H / 100+0.5]=1, there is only one wear zone on the surface of the guide rail, which is set as zone A, and the standard hardness is Value H 0A =360HV. According to the relationship between the bionic surface and the hardness value of the wear zone, it can be known that the bionic surface S processed in the wear zone 2 . If M%=30% after repair is set, then by (h 0 -h w ') / h 0 = M% we can know h w '=(1-M%)×h 0 =0.5404μm, because 20%0A and h w = h w ' value is substituted into the biomimetic surface S composed of strip-shaped units 2 The wear resistance relation: h w =-0.00086×H+0.0026×θ+0.018×L+0.5705; get θ 0A =107.5-6.9×L 0A , so set the standard spacing L 0A After the value of θ can be obtained 0A , L 0A = 4 ~ 6mm, θ 0A =45°~90°. Divide zone A into 4 small hardness intervals, the hardness range of interval 1 is 300-330HV, and the average hardness ...
Embodiment 2
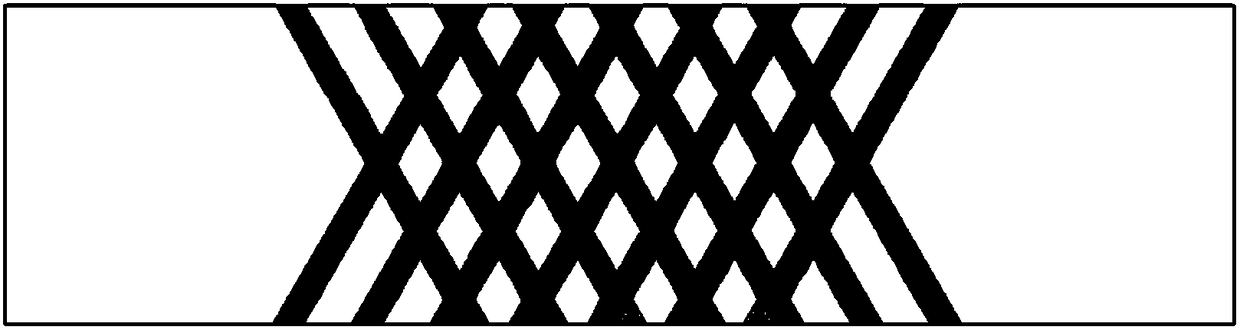
[0057] The surface hardness value of the guide rail is 300-580HV, and the hardness difference △H is 280HV. Since n=[△H / 100+0.5]=3, the surface of the guide rail is divided into three wear areas A, B, and C. A Zone hardness range 300 ~ 400HV, standard hardness value H 0A =350HV; the hardness range of B zone is 400~500HV, and the standard hardness value is H 0B =450HV; the hardness range of C zone is 500~580HV, and the standard hardness value is H 0C =540HV. According to the relationship between the bionic surface and the hardness value of the wear interval, it can be known that the bionic surface S processed in area A 2 , B area processing bionic surface S 3 , area C processing bionic surface S 4 . Set repaired M% = 50%, then by (h 0 -h w ') / h 0 = M% we can know h w '=(1-M%)×h 0 =0.386μm, because 40%0A and h w = h w ' value is substituted into the bionic surface S composed of mesh units 2 The wear resistance relation h w =-0.00061×H+0.0018×θ+0.013×L+0.4084, it can...
Embodiment 3
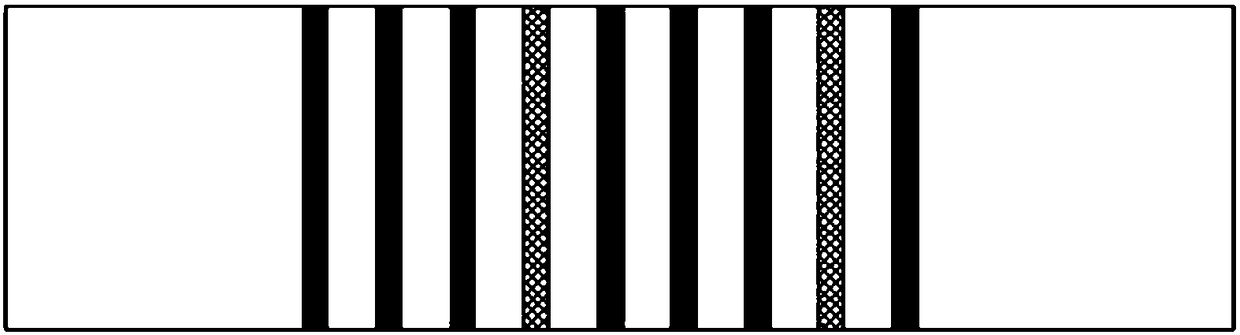
[0059] The surface hardness value of the guide rail is 200-700HV, and the hardness difference △H is 500HV. Since n=[△H / 100+0.5]=5, the surface of the guide rail is divided into five parts: A, B, C, D, and E Wear zone, the hardness range of A zone is 200~300HV, and the standard hardness value is H 0A =250HV; the hardness range of B area is 300~400HV, and the standard hardness value is H 0B =350HV; the hardness range of C zone is 400~500HV, and the standard hardness value is H 0C =450HV; the hardness range of D zone is 500~600HV, and the standard hardness value is H 0D =550HV; the hardness range of E zone is 600~700HV, and the standard hardness value is H 0E =650HV. According to the relationship between the bionic surface and the hardness value of the wear interval, it can be known that the bionic surface S processed in area A 1 , B area processing bionic surface S 2 , area C processing bionic surface S 3 , area D processing bionic surface S 4 , E zone processing bionic s...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More