

Preparation method of TMCP double phase stainless steel composite board for ship
A technology of duplex stainless steel and clad plate, used in manufacturing tools, welding equipment, non-electric welding equipment, etc., can solve the problems of cumbersome process, influence of rolling power, etc., and achieve high market benefits, good corrosion resistance, carbon equivalent low effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
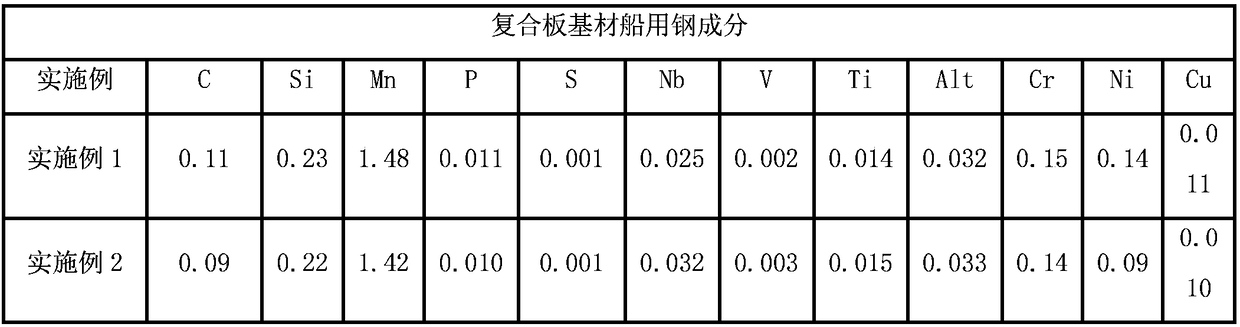
[0027] In this example, DH36 steel with a base material thickness of 94mm is selected. The chemical composition is shown in Table 1. The composite material blank is S22053 duplex stainless steel with a thickness of 16mm, and the rolled finished product is S22053+DH36 composite plate with a thickness of 4+24mm.
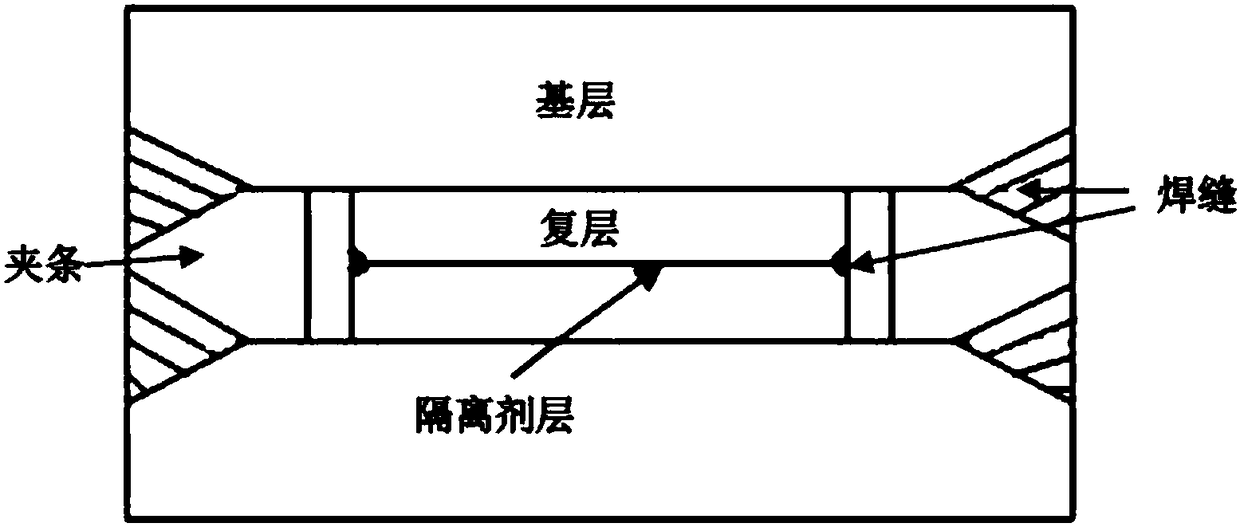
[0028] One of the surfaces of the two DH36 substrate blanks and the two S22053 composite blanks was ground to expose the fresh metal completely. Apply a release agent to the unpolished surface of the composite material, and dry the release agent. Spot-weld and fix the seal on the periphery of one of the base materials that has been polished; put the non-composite surfaces of the two composite materials together and place them in the groove surrounded by the seal strips, and place the composite surface of the other base material downwards, cover On the top of the two composite materials, at the same time ensure that the four sides of the upper and lower base materials a...
Embodiment 2
[0032]In this example, DH36 steel with a base material thickness of 58.5mm is selected. The chemical composition is shown in Table 1. The composite material blank is S22053 duplex stainless steel with a thickness of 16mm, and the rolled finished product is S22053+DH36 composite plate with a thickness of 3.2+12mm.
[0033] One of the surfaces of the two DH36 substrate blanks and the two S22053 composite blanks was ground to expose the fresh metal completely. Apply a release agent to the unpolished surface of the composite material, and dry the release agent. Spot-weld and fix the seal on the periphery of one of the base materials that has been polished; put the non-composite surfaces of the two composite materials together and place them in the groove surrounded by the seal strips, and place the composite surface of the other base material downwards, cover On the top of the two composite materials, at the same time ensure that the four sides of the upper and lower base material...
Embodiment 3
[0036] In this example, DH36 steel with a base material thickness of 118mm is selected. The chemical composition is shown in Table 1. The composite material blank is S22053 duplex stainless steel with a thickness of 20mm, and the rolled finished product is S22053+DH36 composite plate with a thickness of 5.0+30mm.
[0037] One of the surfaces of the two DH36 substrate blanks and the two S22053 composite blanks was ground to expose the fresh metal completely. Apply a release agent to the unpolished surface of the composite material, and dry the release agent. Spot-weld and fix the seal on the periphery of one of the base materials that has been polished; put the non-composite surfaces of the two composite materials together and place them in the groove surrounded by the seal strips, and place the composite surface of the other base material downwards, cover On the top of the two composite materials, at the same time ensure that the four sides of the upper and lower base material...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More