

Wear-resistant diamond roller and its manufacturing process
A technology of diamond rollers and diamond layers, which is applied in the direction of manufacturing tools, metal processing equipment, grinding devices, etc., can solve the problems of declining sharpening quality and affecting the accuracy of grinding wheels, etc., and achieve the effect of prolonging the service life and avoiding fracture
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
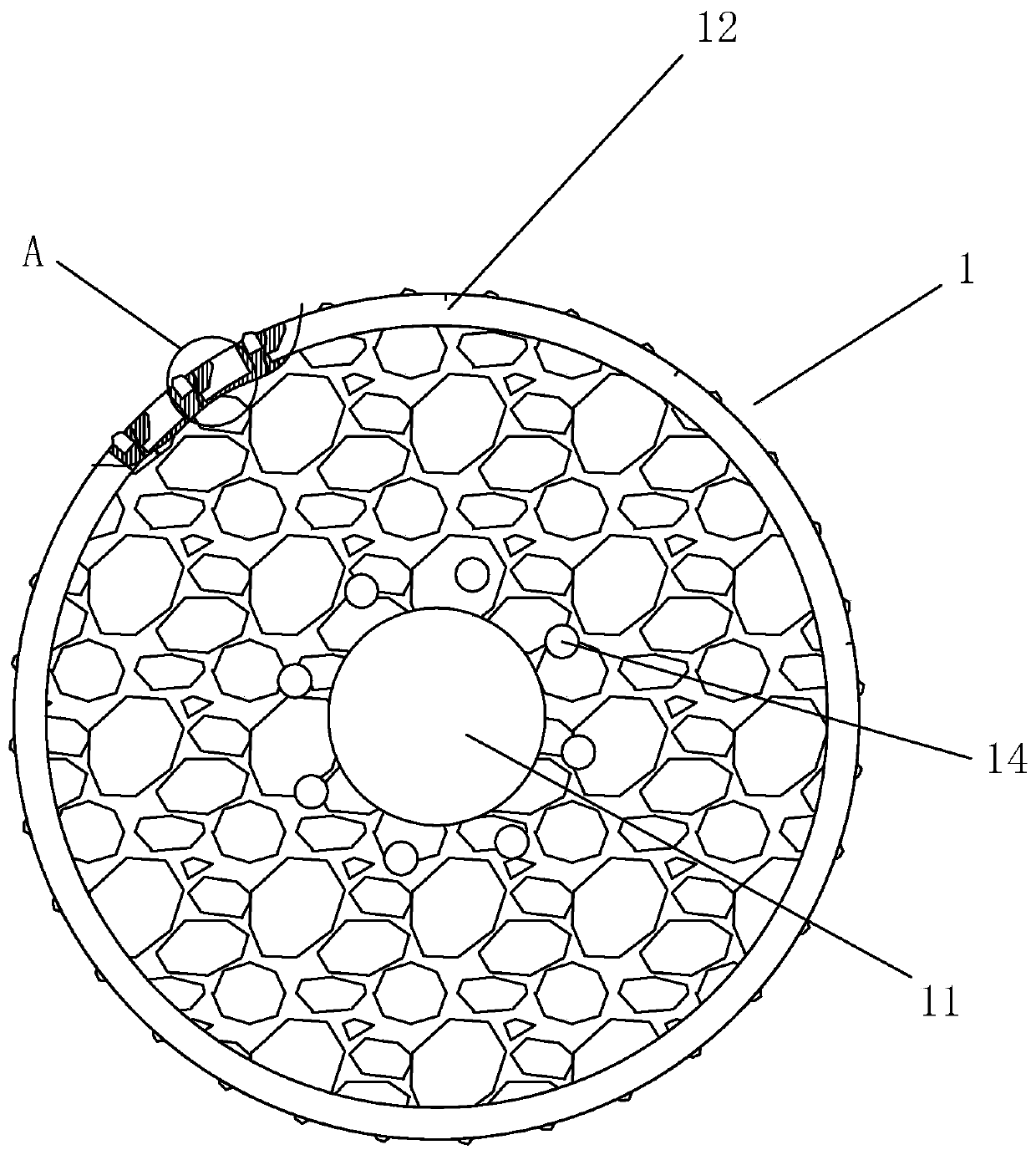
[0035] Embodiment 1: as figure 1 As shown, a wear-resistant diamond roller includes a cylindrical roller body 1, and the center position of the circumferential end surface of the roller body 1 is arranged along the axial direction to form a rotating hole 11, and the rotating hole 11 is matched with the frame of the grinding machine to perform grinding on the grinding wheel. grinding.
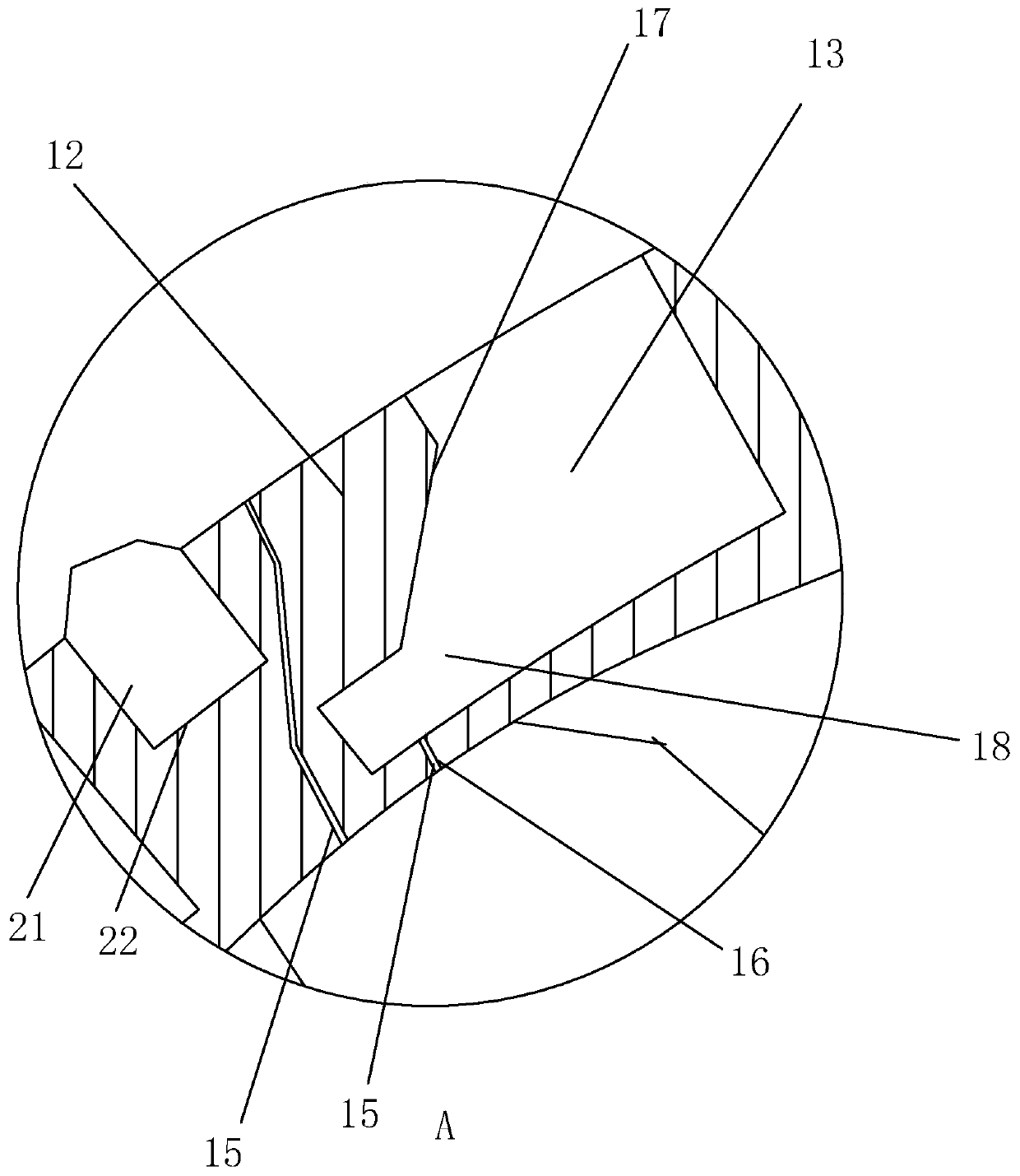
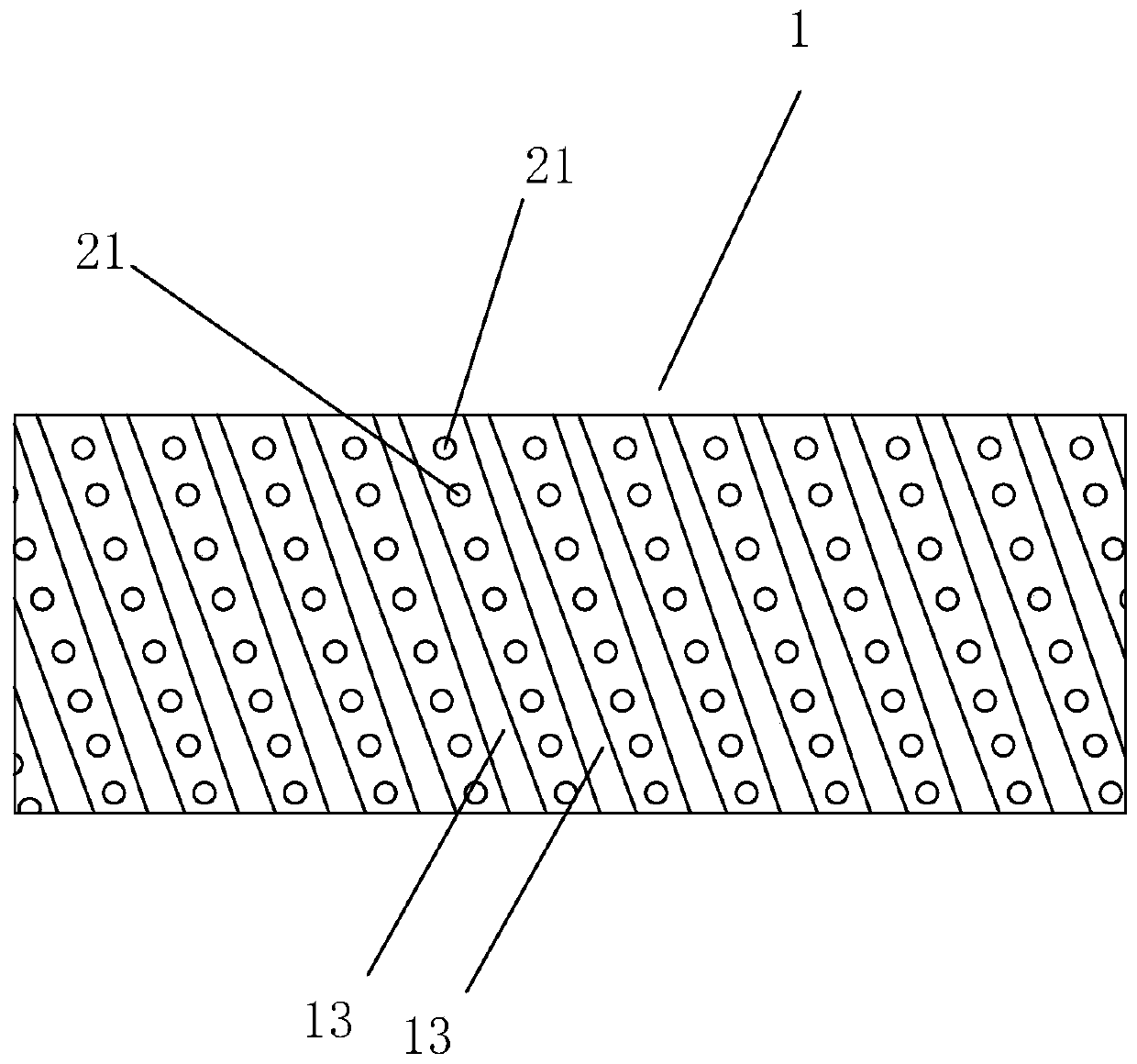
[0036] Such as figure 1 As shown, the outer surface of the roller body 1 is provided with a groove 13, the groove 13 extends along the axial direction of the roller body 1, the groove 13 extends obliquely on the circumferential side of the roller body 1, and the groove 13 extends along the roller body 1 The circumferential side of the roller body 1 is evenly distributed, and the groove 13 includes a guide groove 17 extending inward along the circumferential direction of the roller body 1 in the radial section of the roller body 1, and the bottom of the guide groove 17 is formed by inwardly rece...
Embodiment 2
[0041]Embodiment 2: a kind of manufacturing process that is applied to wear-resistant diamond roller, is characterized in that, comprises the following steps:
[0042] Step 1. Inject the high-temperature-resistant trapezoidal polymethylsilsesquioxane into the mold and cool to form a capillary network;
[0043] Step 2. Mix metal tungsten powder with capillary mesh and pour it into a sintering mold for pressing. At the same time, insert diamond particles 21 cards into the mold for high-temperature sintering. The sintering temperature is 1050 degrees for 1.2 hours. The roller base is unscrewed;
[0044] Step 3, the roller matrix in step 2 is drilled to form a water supply channel 14;
[0045] Step 4, pre-grinding the diamond particles 21 on the circumferential side of the roller;
[0046] Step 5, sharpening the groove 13 on the side of the roller circumference;
[0047] Step 6. Soak the roller base in the dimethylformamide solution, vibrate by ultrasonic waves for 3 hours, and...
Embodiment 3
[0049] Embodiment 3: a kind of manufacturing process that is applied to wear-resistant diamond roller, is characterized in that, comprises the following steps:
[0050] Step 1. Inject the high-temperature-resistant trapezoidal polymethylsilsesquioxane into the mold and cool to form a capillary network;
[0051] Step 2: Mix metal tungsten powder with capillary mesh and pour it into a sintering mold for pressing. The mold is provided with bumps corresponding to the water supply channel 14. At the same time, diamond particles 21 are inserted into the mold for high-temperature sintering. The sintering temperature is 1060 degree, the duration is 1 hour, and after cooling, the roller matrix in the sintering mold is unscrewed;
[0052] Step 3, the roller matrix in step 2 is drilled to form a water supply channel 14;
[0053] Step 4, pre-grinding the diamond particles 21 on the circumferential side of the roller;
[0054] Step 5, sharpening the groove 13 on the side of the roller ci...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More