

Forming technology for welding neck flange
A forming process and long-necked flange technology, which is applied in the field of steel pipe processing, can solve problems such as abnormal stress concentration, short service life, sharp corners of welding edges, etc., and achieve the effects of improving strength and toughness, improving connection strength, and avoiding excessive stress concentration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
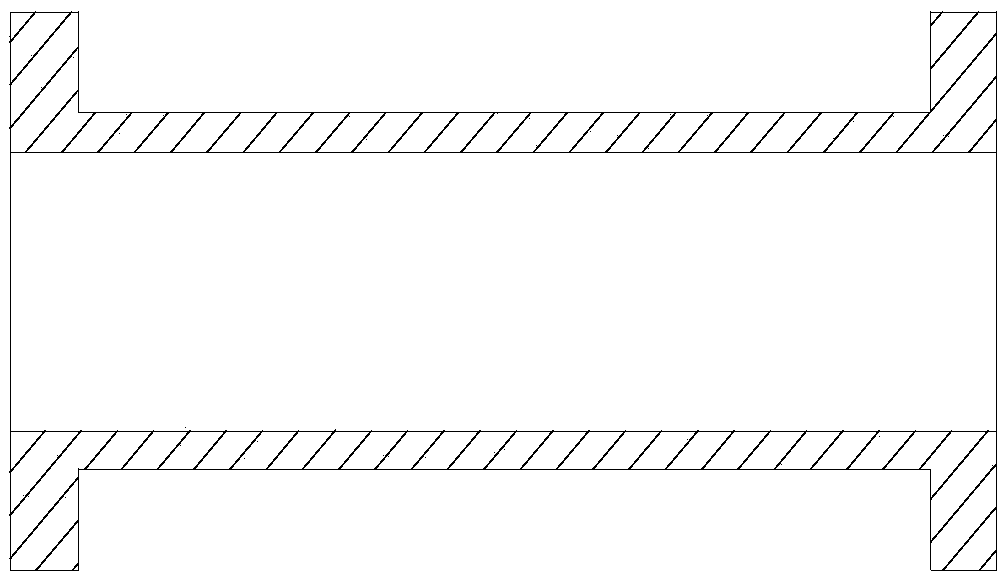
[0011] Take a long straight steel pipe as the blank. The length of the steel pipe is 180cm, the diameter (diameter) is 40cm, and the material is 304 stainless steel. The steel pipe is directly extruded from both ends of the steel pipe on the cold forming machine to form flanging, and the flanging reaches the central axis of the steel pipe. The shortest radius is 22cm, and the longest radius is 24cm; heat-treat the billet, send the billet into the heat treatment furnace, keep it at 1050°C for 10-18min, leave the furnace and air-cool to room temperature, and machine the flanging to reach the target flange size. The corresponding radius of the flange is 20cm.
Embodiment 2
[0013] Take a long straight steel pipe as the blank. The length of the steel pipe is 160cm, the pipe diameter (diameter) is 50cm, and the material is 42CrMo alloy steel. The steel pipe is directly extruded from both ends of the steel pipe on the cold forming machine to form flanging, and the flanging reaches the center of the steel pipe. The shortest radius of the shaft is 24cm, and the longest radius is 25.8cm; carry out heat treatment on the billet, send the billet into the heat treatment furnace, and undergo normalizing and tempering treatment. 460-510°C, take out of the furnace and air cool to room temperature, machine the flanging to reach the target flange size, and the corresponding radius of the flange is 24cm.
[0014] Example 2
[0015] Take the long straight steel pipe as the blank, the length of the steel pipe is 200cm, the pipe diameter (diameter) is 50cm, and the material is No. 45 steel (carbon steel). The radius from the edge to the central axis of the steel p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More