Postwelding adjusting and repairing method capable of improving metal welding line property
A technology of adjustment and performance, applied in metal processing equipment, welding equipment, non-electric welding equipment, etc., can solve the problems of product fatigue performance, difficulty in large parts, poor bonding, etc., to improve fatigue strength, accelerate aging precipitation, effect significant effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
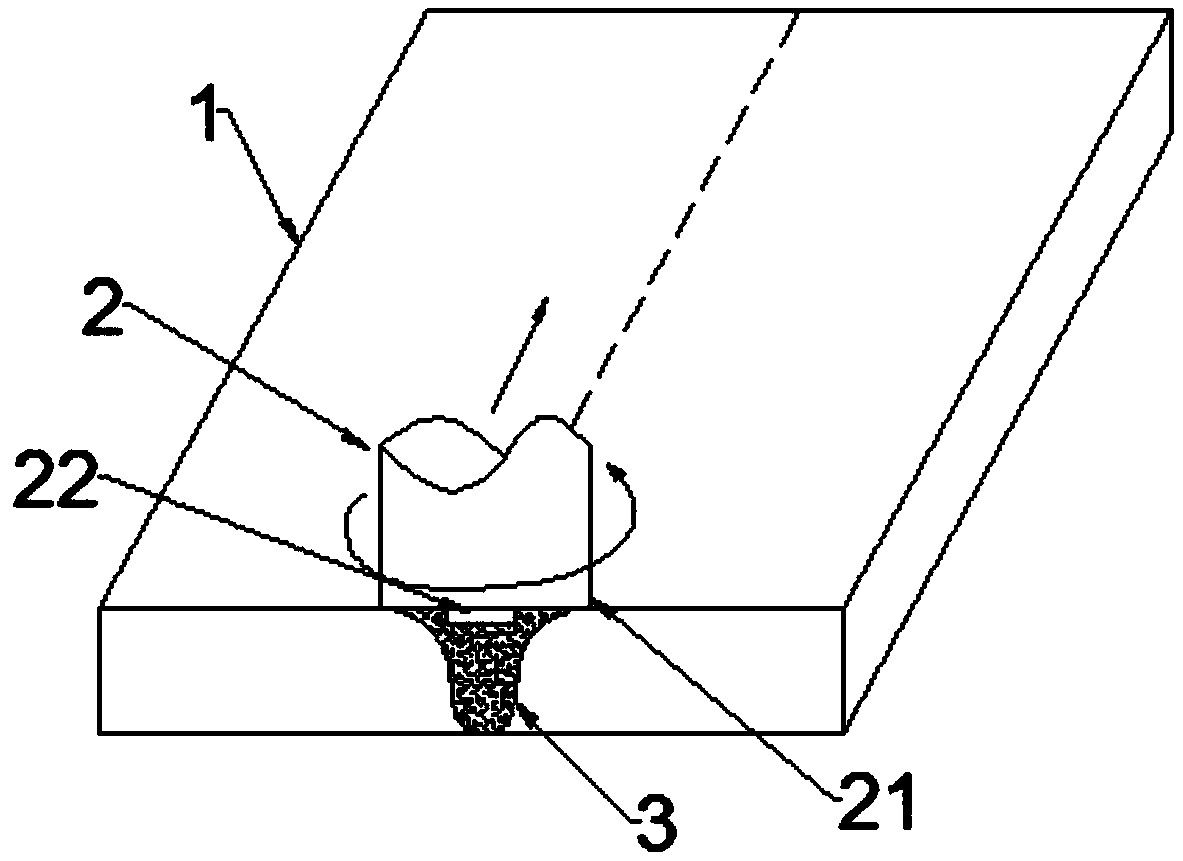
[0028] Welding equipment adopts domestic dynamic gantry type CNC friction stir welding machine. The test material is a 4mm 6005A-T6 profile, the friction stir welding parameters are 1400r / min, and the welding speed is 600mm / min. Friction adjustment adopts short needle stirring head 2, the length of the short needle is 0.2mm, and rubs again on the welded seam that has been welded. The amount is 0.1mm. The average tensile strength of the friction stir welded state is 168.75MPa, and the tensile strength after adjustment is 176MPa. The results of fatigue experiments show that the fatigue limit value of friction stir welding is 96.29MPa, and the fatigue limit value after adjustment is 105.2MPa. That is to say, the fatigue strength of welded joints can be effectively improved after friction adjustment.
Embodiment 2
[0030] Welding equipment adopts static gantry type CNC friction stir welding machine, the test material adopts 15mm thick 7N01P-T4 plate, and the joint form is butt joint. Friction stir welding parameters are rotational speed 250-400r / min, welding speed 100-400mm / min. The friction adjustment adopts a needleless flat-head stirring head 2 with a clockwise thread groove, and rubs it again on the welded seam that has been welded. The amount of sub-shoulder pressure is 0.2mm. The average tensile strength of the friction stir welded state is 350.2MPa, and the tensile strength after adjustment is 367.7MPa. The results of the fatigue test show that the fatigue limit value of friction stir welding is 117MPa, and the fatigue limit value after adjustment is 125MPa.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Average tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Average tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap