

Manufacturing method of crack-free laser cladding amorphous coating
A laser cladding and amorphous coating technology, applied in the field of materials, can solve the problems of high requirements on energy conditions and equipment types, unfavorable industrialization advancement, loss of strength of cladding layers, etc. The effect of preparing production efficiency and improving microstructure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] Embodiment 1 The screening of the first preset process (pre-melting step) parameters
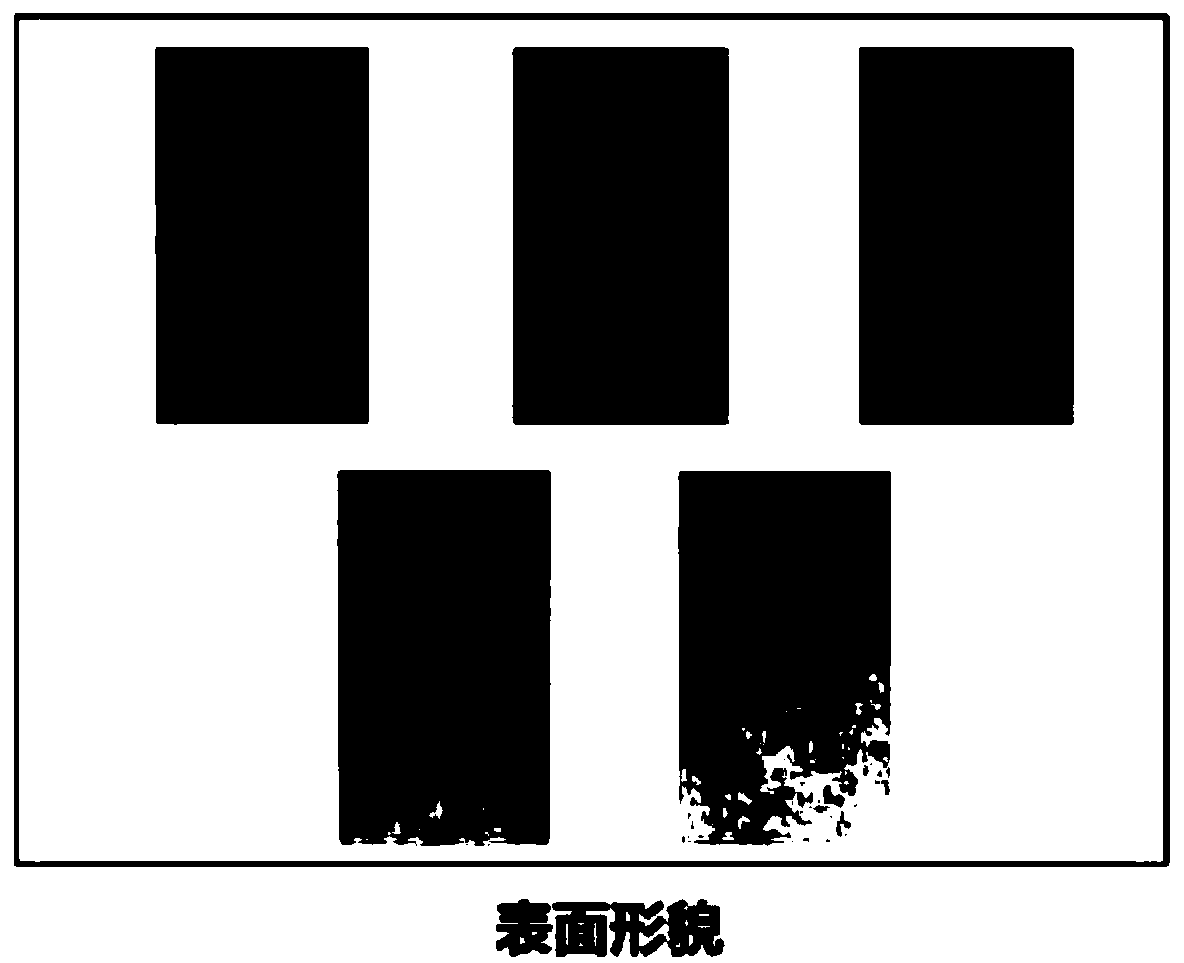
[0033] Select block 45# steel of 140(mm)×100(mm)×8(mm) as the substrate, use the first preset process parameters (a: 4mm / s+0.5kW) and other process parameters (b: 2mm / s+0.5kW, c:4mm / s+0.8kW, d:4mm / s+0.3kW, e:7mm / s+0.5kW) for pre-melting. The laser focus spot size is 14mm×1.5mm, and the protective argon flow rate is 20L / min.
[0034] The substrate surface morphology after the pre-melting of embodiment 1 is as follows figure 1 shown. Among them, the pre-melting parameters are a: 4mm / s-0.5kW, b: 2mm / s-0.5kW, c: 4mm / s-0.8kW, d: 4mm / s-0.3kW and e: 6mm / s-0.5 kW. It can be seen that the matrix premelted with the first premelting parameters ( figure 1 In a) there is no obvious burning trace on the surface, while the substrate under parameter b is burnt to dark black ( figure 1 In b), the substrate is burnt to beige ( figure 1 In c), this is the result of local overheating of the subst...
Embodiment 2
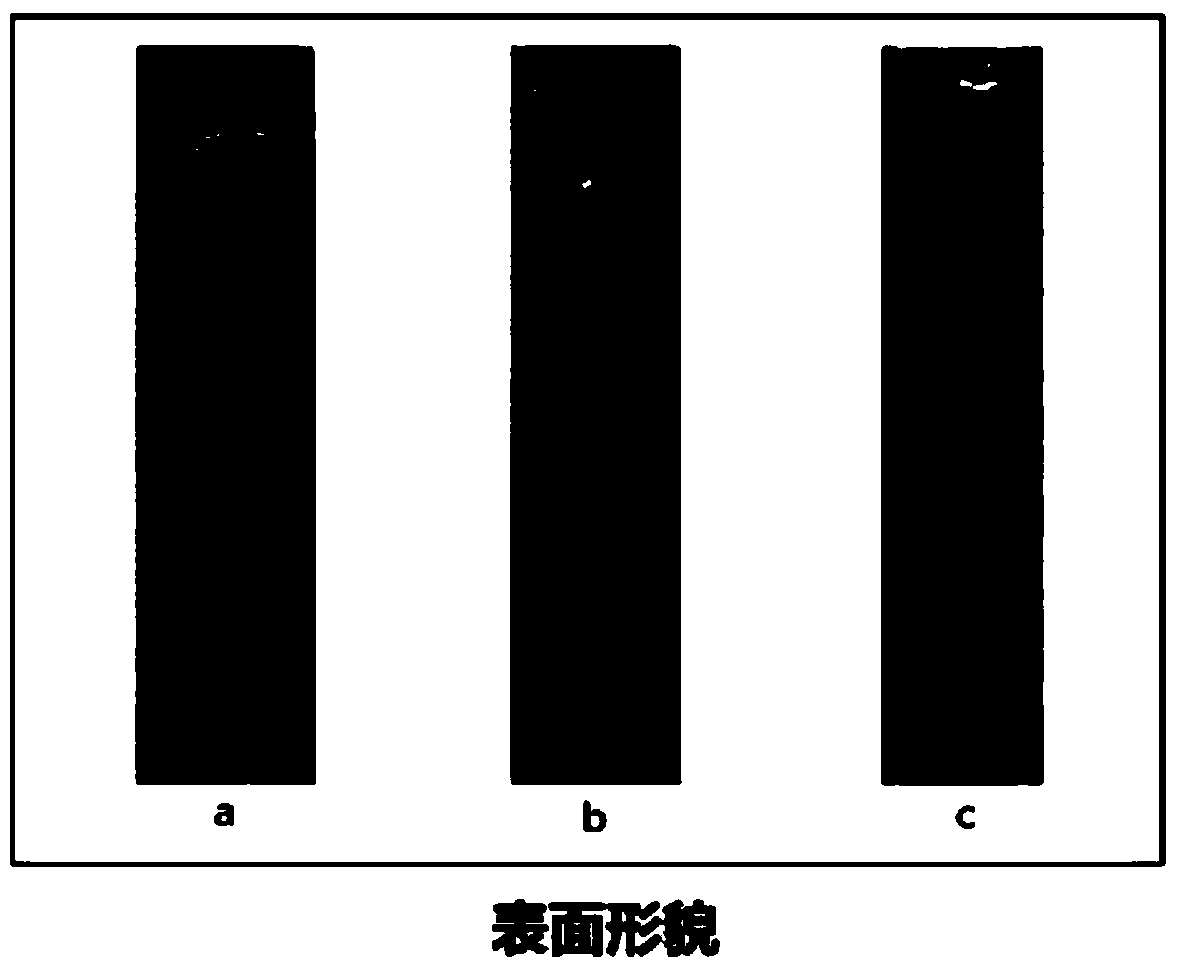
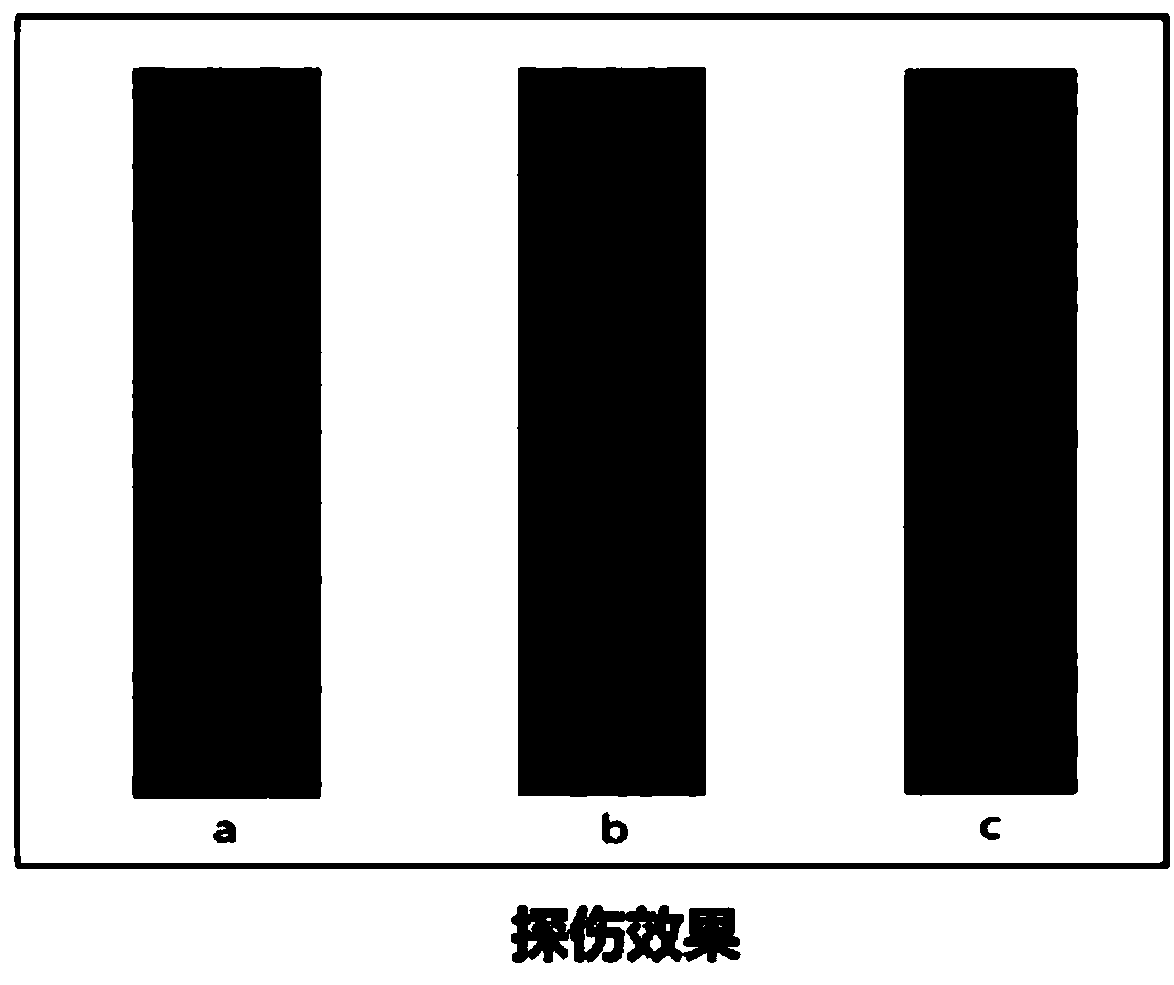
[0040] Take six kinds of raw metal powders according to mass percentage: 18.00% Co, 18.00% Ni, 4.00% B, 2.00% Si, 4.00% Nb, and the balance is Fe, and carry out weighing batching. And placed in a powder mixer and mixed for 10h. After the powders were mixed, they were dried in vacuum at low temperature for 3 hours, and a cladding layer was prepared on the pre-melted substrate with a size of 140(mm)×100(mm)×8(mm) according to the method of Example 1. The parameters of each step are, (1) pre-melting parameters: 4mm / s-0.5kW, protective argon flow rate is 20L / min; (2) cladding parameters: 5mm / s-2.0kW, protective argon flow rate is 15L / min; (3) The remelting parameters are: 5mm / s-1.5kW, the protective argon flow rate is 25L / min; the laser focus spot size is 14mm×1.5mm. Wherein, the single-pass cladding layer only carries out step (2), the remelting cladding layer only carries out steps (2) and (3), and the laser cladding amorphous coating prepared by the method of the present inven...
Embodiment 3
[0043] Take six kinds of raw metal powders according to mass percentage: 20.00% Co, 20.00% Ni, 4.00% B, 2.00% Si, 4.00% Nb, and the balance is Fe, and carry out weighing batching. And placed in a powder mixer and mixed for 10h. After the powders were mixed, they were vacuum dried at low temperature for 3 hours, and a cladding layer was prepared on a substrate with a size of 140(mm)×100(mm)×8(mm) by referring to the method of Example 1. The parameters of each step are, (1) pre-melting parameters: 4mm / s-0.5kW, protective argon flow rate is 20L / min; (2) cladding parameters: 5mm / s-2.0kW, protective argon flow rate is 15L / min; (3) The remelting parameters are: 5mm / s-1.5kW, the protective argon flow rate is 25L / min; the laser focus spot size is 14mm×1.5mm. Wherein, the single-pass cladding layer only carries out step (2), the remelting cladding layer only carries out steps (2) and (3), and the laser cladding amorphous coating prepared by the method of the present invention carries ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| Vickers hardness | aaaaa | aaaaa |
| Vickers hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More