

Gas shielded welding method of bridge steel with tensile strength Rm greater than or equal to 810 MPa
A tensile strength and protection welding technology, applied in welding equipment, welding/welding/cutting items, arc welding equipment, etc., can solve the problem of no preheating, and achieve improved root toughness, excellent low temperature toughness, and improved crack resistance. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] Gas-shielded welding is carried out by using equal-thickness bridge steel plate with base material test plate size of 600mm×400mm×40mm;
[0036] 1) Mechanical properties of the base material: The mechanical properties are characterized by: yield strength R eL : 699MPa, tensile strength R m : 842MPa, Elongation A: 17%, -40℃KV 2 The impact energy is 225J; the thickness is 40mm equal thickness bridge steel;
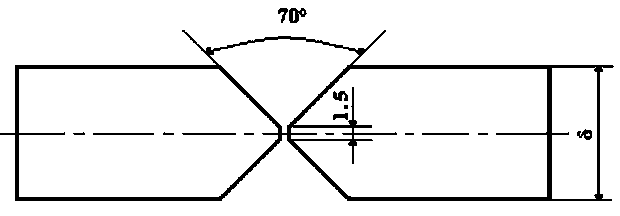
[0037] 2) The groove adopts double-sided V-shaped symmetrical groove, the groove angle is 70°, and the blunt edge is 1.5mm;
[0038] 3) Two matching welding wires: the mechanical properties of the base gas shielded welding wire deposited metal are R eL =492MPa,R m =598MPa, A=27%, Z=65%, impact energy -40℃KV 2 =158J, the diameter of the welding wire is Ф1.2mm; the mechanical properties of the gas shielded welding wire for filling and covering are R eL =791MPa, R m =883MPa, A=17%, Z=64%, impact energy -40℃KV 2 =106J, the wire diameter is Ф1.2mm;
[0039] 4) Wel...
Embodiment 2
[0044] Gas-shielded welding is carried out by using equal-thickness bridge steel plate with base material test plate size of 600mm×400mm×40mm;
[0045] 1) Mechanical properties of the base material: The mechanical properties are characterized by: yield strength R eL : 699MPa, tensile strength R m : 842MPa, Elongation A: 17%, -40℃KV 2 The impact energy is 225J; the thickness is 40mm equal thickness bridge steel;
[0046] 2) The groove adopts double-sided V-shaped symmetrical groove, the groove angle is 70°, and the blunt edge is 1.5mm;
[0047] 3) Two matching welding wires: the mechanical properties of the base gas shielded welding wire deposited metal are R eL =492MPa,R m =598MPa, A=27%, Z=65%, impact energy -40℃KV 2 =158J, the diameter of the welding wire is Ф1.2mm; the mechanical properties of the gas shielded welding wire for filling and covering are R eL =791MPa, R m =883MPa, A=17%, Z=64%, impact energy -40℃KV 2 =106J, the wire diameter is Ф1.2mm;
[0048] 4) Wel...
Embodiment 3
[0053] Gas-shielded welding is carried out by using equal-thickness bridge steel plate with base material test plate size of 600mm×400mm×40mm;
[0054] 1) Mechanical properties of the base material: The mechanical properties are characterized by: yield strength R eL : 704MPa, tensile strength R m : 838MPa, Elongation A: 16%, -40℃KV 2 The impact energy is 230J; the thickness is 40mm equal thickness bridge steel;
[0055] 2) The groove adopts double-sided V-shaped symmetrical groove, the groove angle is 70°, and the blunt edge is 1.5mm;
[0056] 3) Two matching welding wires: the mechanical properties of the base gas shielded welding wire deposited metal are R eL =492MPa,R m =598MPa, A=27%, Z=65%, impact energy -40℃KV 2 =158J, the diameter of the welding wire is Ф1.2mm; the mechanical properties of the gas shielded welding wire for filling and covering are R eL =791MPa, R m =883MPa, A=17%, Z=64%, impact energy -40℃KV 2 =106J, the wire diameter is Ф1.2mm;
[0057] 4) Wel...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More