

Cast glass sand and preparation method thereof
A technology of casting glass and borax, which is applied in the direction of casting molding equipment, casting molds, manufacturing tools, etc., can solve the problems of large consumption, deterioration of casting quality, black pollution of the environment, etc., to prevent molten iron from infiltrating molding sand, and to reuse more times , good sand removal performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0074] The invention provides a method for preparing cast glass sand, comprising:
[0075] A) mixing casting sand and bentonite to obtain the first mixture;
[0076] B) Mixing borax, water and the first mixture to obtain foundry glass sand.
[0077] The preparation method of casting glass sand provided by the invention firstly mixes casting sand and bentonite to obtain the first mixture.
[0078] Specifically, mix the foundry sand and bentonite in a sand mixer for 1 to 3 minutes, so that the sand and bentonite are fully mixed.
[0079] The specific proportions of the casting sand and bentonite in the present invention have been clearly described above, and will not be repeated here. The mixing temperature can be at room temperature.
[0080] After mixing, borax, water and the first mixture are combined to obtain foundry glass sand.
[0081] The present invention does not limit the specific manner of the mixing, and the mixing time is 2-8 minutes.
[0082] When nitrous is ...
Embodiment 1
[0092] Add 60kg sand with a particle size of 80 mesh and 10kg bentonite with 200 mesh for casting into the sand mixer and mix for 2 minutes to fully mix the sand and bentonite, then add 3kg of water, 0.1kg borax with 300 mesh, and 0.1kg nitrous and mix well Both obtained glass sand of the present invention, mixing time is 3 minutes.
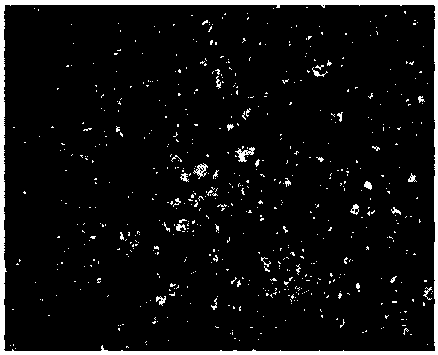
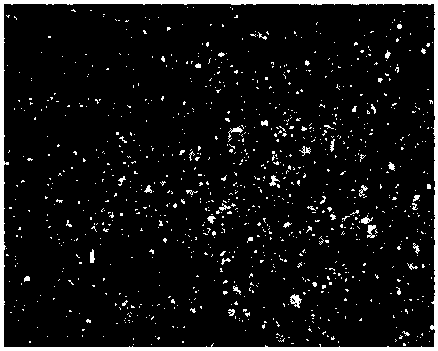
[0093] figure 1 The glass sand diagram prepared by adding borax for Example 1 of the present invention; figure 2 For the same embodiment 1 but do not add the glass sand figure that borax prepares; Can see by figure figure 1 The sparkle here is the effect of molten liquid glass re-solidifying on the surface and voids of the sand; the voids are few and small. figure 2 There is no effect of solidification of molten liquid glass, and there are many sand gaps.
Embodiment 2
[0095] Casting 70kg sand with a particle size of 80 mesh and 20kg bentonite with 200 mesh are added to the sand mixer and mixed for 3 minutes to fully mix the sand and bentonite, then add 4kg of water, 300 mesh 0.2kg borax, and 0.2kg nitrous and mix well Both obtained glass sand of the present invention, mixing time is 5 minutes.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size (mesh) | aaaaa | aaaaa |
| particle size (mesh) | aaaaa | aaaaa |
| particle size (mesh) | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More