

Casting process method for improving sand strength of casting sand grains
A process method and casting process technology, applied in the direction of casting molding equipment, casting molds, casting mold components, etc., can solve the problems of large solid waste discharge, decreased sand mold collapse, and decreased effective recycling rate of the added amount, so as to improve the utilization rate, improve stability, and reduce the effect of bad type rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
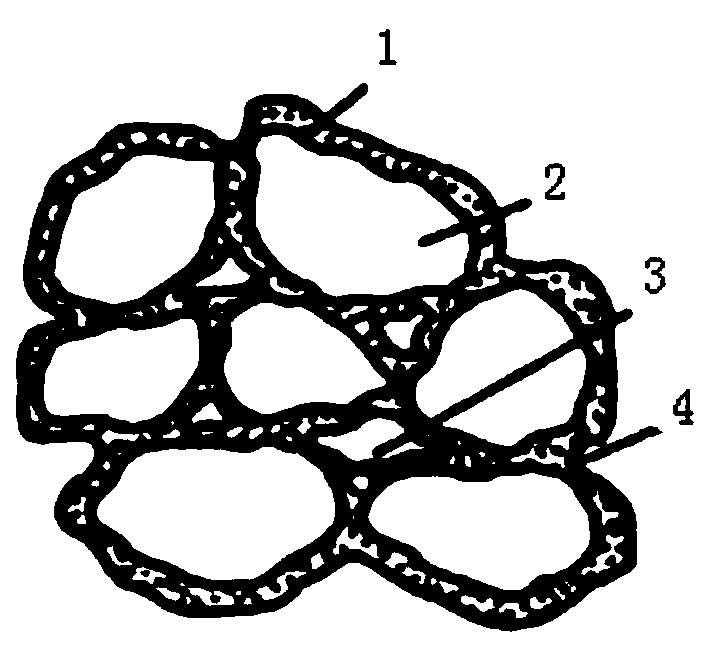
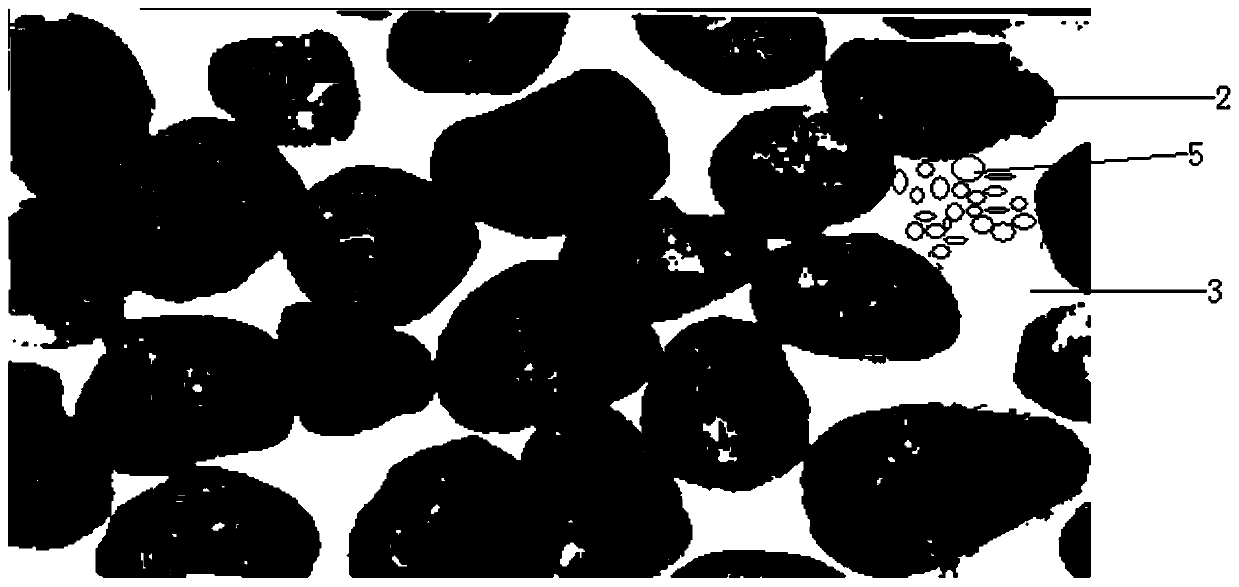
[0046] In the sand mixing process of clay sand casting and knuckle castings, clay sand is first added to the self-hardening sand mixing equipment - roller sand mixer, and then 0.1% of the total weight of nanometer is added according to the requirements of the clay sand sand mold. Silicon oxide is used as a reinforcing agent material, and the two are fully stirred and mixed, and then the adhesive and curing agent are added and fully mixed. The size of nano silicon dioxide is 1--10 nanometers. The adhesive and curing agent are consistent with those added in the existing molding sand technology, and the addition amount is the same as that in the existing molding sand technology.
[0047] Afterwards, the sand is discharged from the sand outlet of the sand mixer to the sand box for molding and compaction, and an overflow port and an air outlet are opened on the molding to facilitate exhaust. After a certain period of time, the self-hardening mold is removed and the mold is repaire...
Embodiment 2
[0049] In the sand mixing process of the furan resin sand casting buffer, the furan resin sand is first added to the blade type sand mixer, and then according to the requirements of the furan resin sand sand mold, 10% of the total weight of the nano-ceramic composite material is added as a reinforcing agent material, and the The two are fully stirred and mixed, and then the adhesive and curing agent are added and fully mixed. The size of the nano-ceramic composite material is 20--100 nanometers. The added amount of the adhesive and curing agent is the same as that of the existing molding sand process.
[0050] Afterwards, the sand is discharged from the sand outlet of the sand mixer to the sand box for molding and compaction, and an air outlet is opened on the molding to facilitate exhaust. After a certain period of time, the self-hardening mold is removed and the mold is repaired, and then it is completed through the traditional casting sand molding process of brushing paint...
Embodiment 3
[0052]In the sand mixing process of coated sand casting to produce zirconium corundum electric fused bricks, the coated sand is first added to the countercurrent sand mixer, and then according to the requirements of the coated sand sand mold, 2% of the total weight of nano-scale silicon micropowder is added as Reinforcing agent material, fully stir and mix the two, then add adhesive and curing agent, etc. and fully mix. The size of nano-scale silicon micropowder is 10--20 nanometers. Described bonding agent, curing agent, are the same as embodiment 1.
[0053] Afterwards, the sand is discharged from the sand outlet of the sand mixer to the sand box for molding and compaction, and an overflow port and an air outlet are opened on the molding to facilitate exhaust. Other processes are the same as in Example 1.
[0054] Main advantages of the present invention are in the following aspects:
[0055] 1. It greatly saves the molding cost, improves the strength and integrity of the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More