

A device for all-round direct observation of the shape of small holes in deep penetration welding of metal materials
A technology for deep penetration welding and metal materials, which is applied in the field of devices for all-round direct observation of the shape of small holes in deep penetration welding of metal materials. methods and other issues to achieve high accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
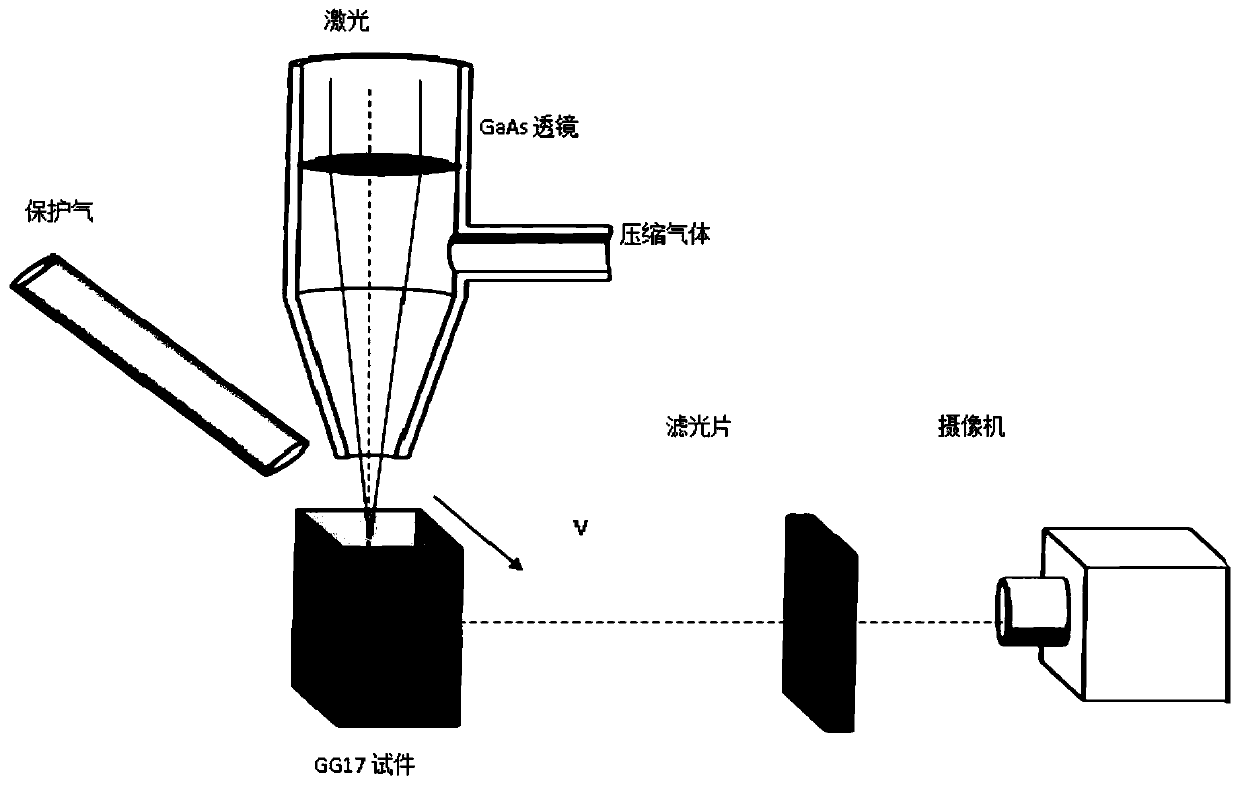
[0062] use as Figure 6 The device shown is a technical solution for directly observing the cross-sectional contour shape of small holes at different depths in layers.
[0063] Such as Figure 6 As shown, a new device for direct observation of small hole morphology in deep penetration welding (laser, electron beam, etc.) of metal materials, including mainly laser beam 1, compressed air inlet 2, laser welding nozzle 3, argon gas nozzle 11 , a laser welding head composed of GaAs focusing lens 12, a composite specimen composed of metal specimen 4 and GG17 specimen 5, and an image capturing component composed of optical filter 6, camera 7 and mirror 8.
[0064] Figure 6 The experimental principle of middle observation: the present invention adopts double-layer composite workpiece, that is, the upper metal test piece 4 is a metal widely used in engineering practice, and the lower part GG17 test piece 5 is transparent, special glass GG17 with good thermal shock resistance, The c...
Embodiment 2
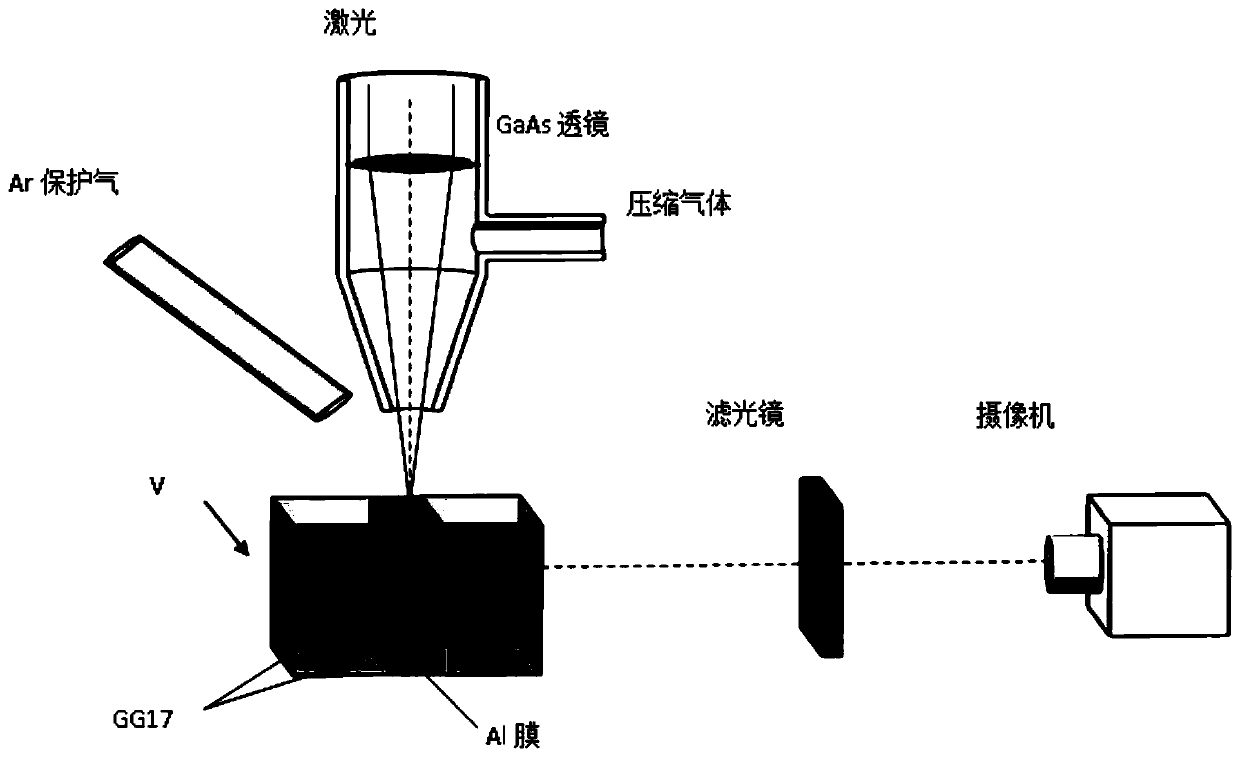
[0069] use as Figure 7 The device shown is a technical solution for directly observing plasma information in the cross-section of small holes at different depths in layers.
[0070] Such as Figure 7 As shown, a new device for direct observation of plasma in small holes for deep penetration welding (laser, electron beam, etc.) of metal materials, including laser beam 1, compressed air inlet 2, laser welding nozzle 3, argon gas nozzle 11. The laser welding head composed of GaAs focusing lens 12, the composite specimen composed of metal specimen 4 and GG17 specimen 5, and the plasma spectrum signal composed of reflector 8, optical fiber fixing plate 13, optical fiber 14 and spectrometer 15 Detect parts.
[0071] Figure 7 Experimental principle of middle observation: the present invention adopts double-layer composite workpiece, that is, the metal test piece 4 of the upper part is a metal widely used in engineering practice, and the GG17 test piece 5 of the lower part is tra...
Embodiment 3
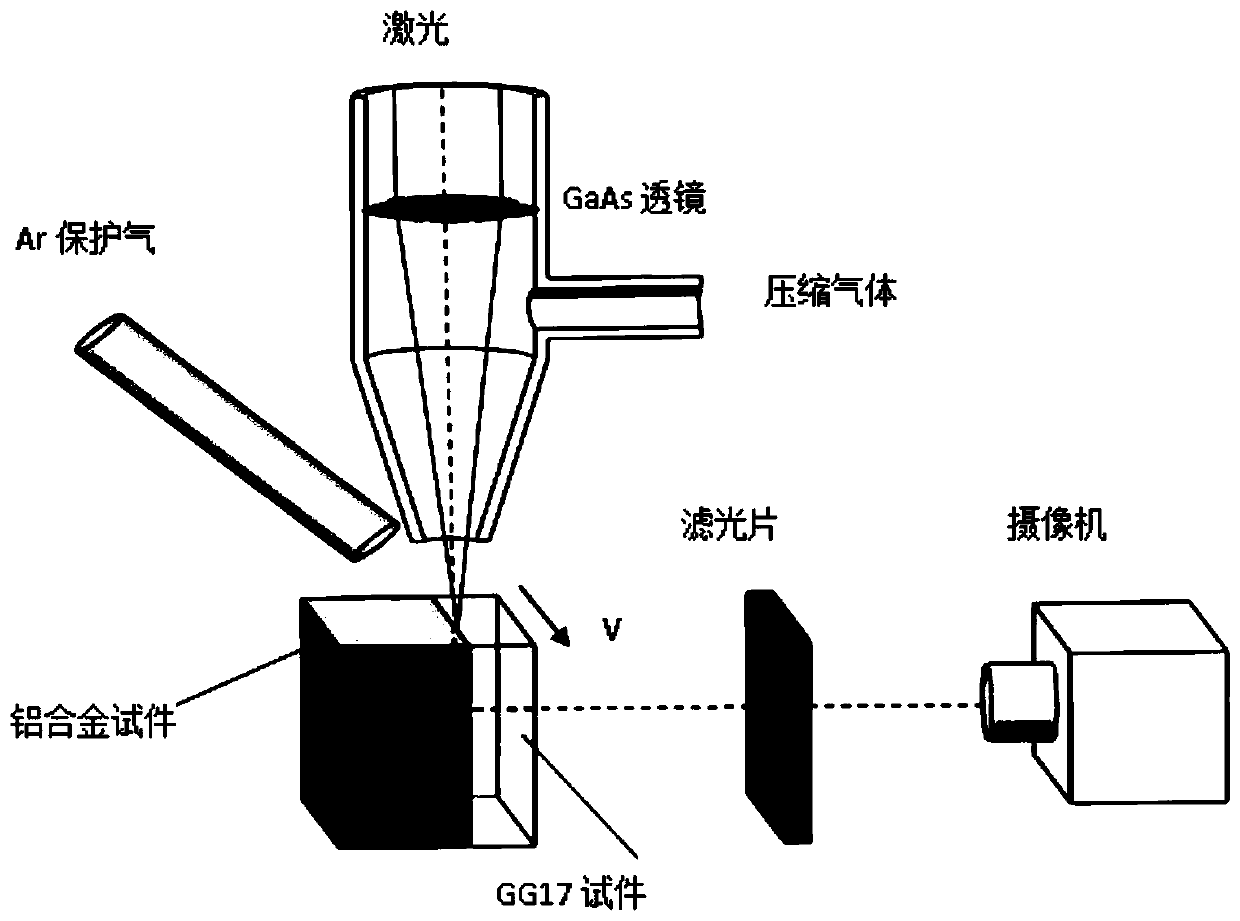
[0074] Figure 8 It is a structural schematic diagram of the composite test piece in the present invention that has formed the small hole 9 in the deep penetration welding process. Before deep penetration welding, the composite test piece described in the present invention does not contain pinholes. The composite test piece includes the metal test piece 4 on the top and the GG17 test piece 5 below, and the top surface of the whole composite test piece, that is, the top surface of the metal test piece, is a plane, and the bottom surface of the metal test piece is the same as the top surface of the GG17 test piece. The surfaces are all smooth joint surfaces, and the joint surface (88) of the metal test piece and the GG17 test piece and the top surface of the composite test piece form an angle of n degrees, and 0°<n<90°.
[0075] When preparing the composite test piece of the present invention (its structure sees for example Figure 8 ) process, the joint surfaces of the metal ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More