

Cladding die repair technology by laser coaxial and synchronous power feeding method
A technology of synchronous powder feeding and cladding, applied in the coating process and coating of metal materials, can solve the problems of easy distortion and cracking, low life, poor thickness uniformity, etc., to improve production efficiency and processing quality, and reduce production costs , the effect of small heat-affected zone
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
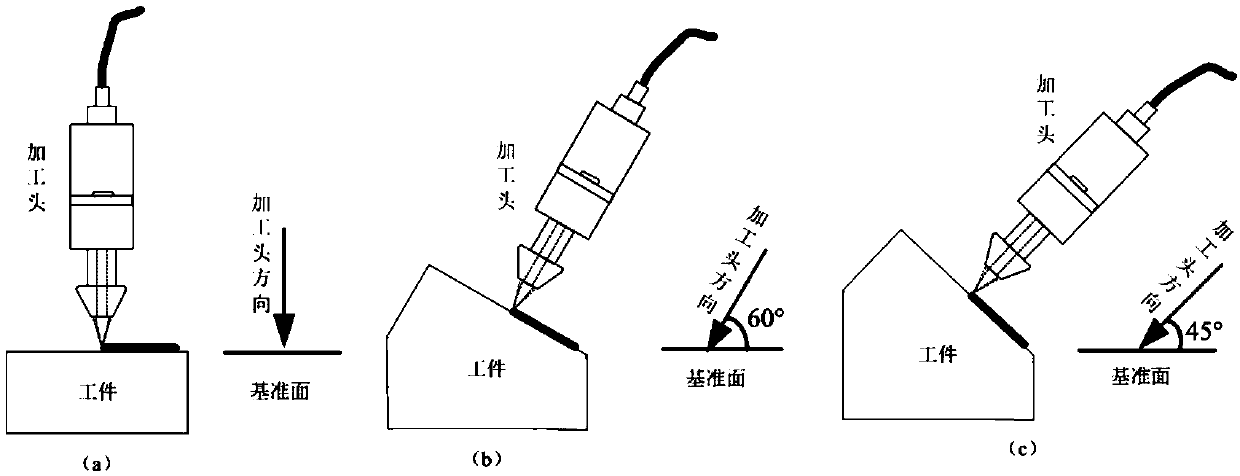
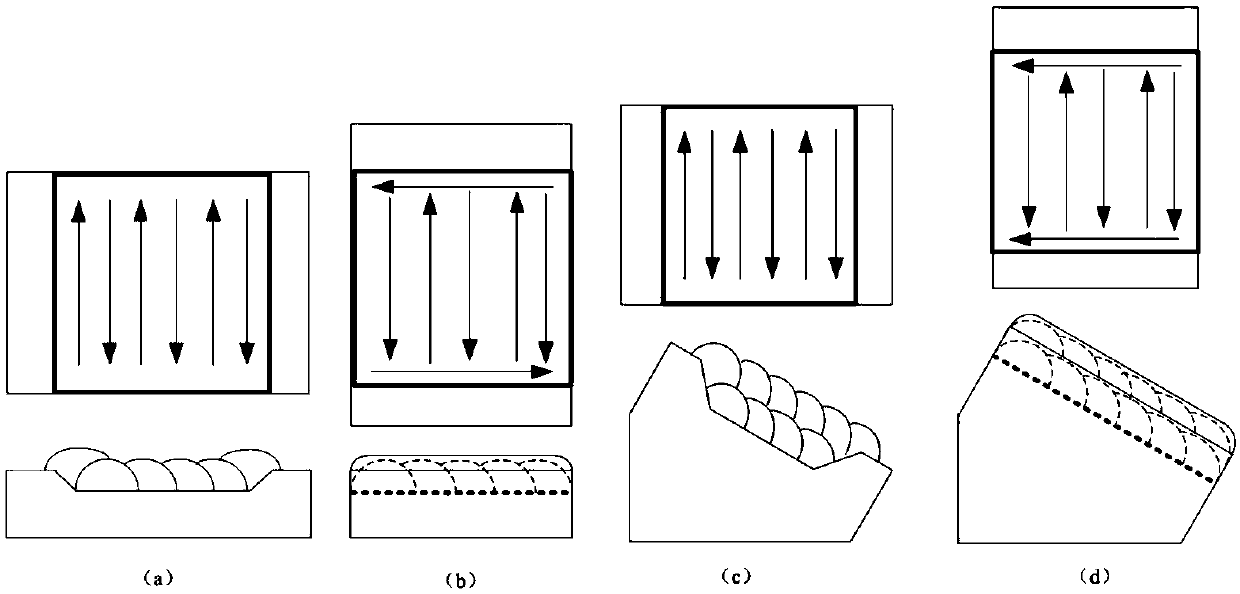
[0058] In this embodiment, the microcracks on the surface of the 5CrNiMo hot-worked mold are implemented as objects and the crack or defect depth is 1 mm under the condition that the surface coincides with the reference plane.
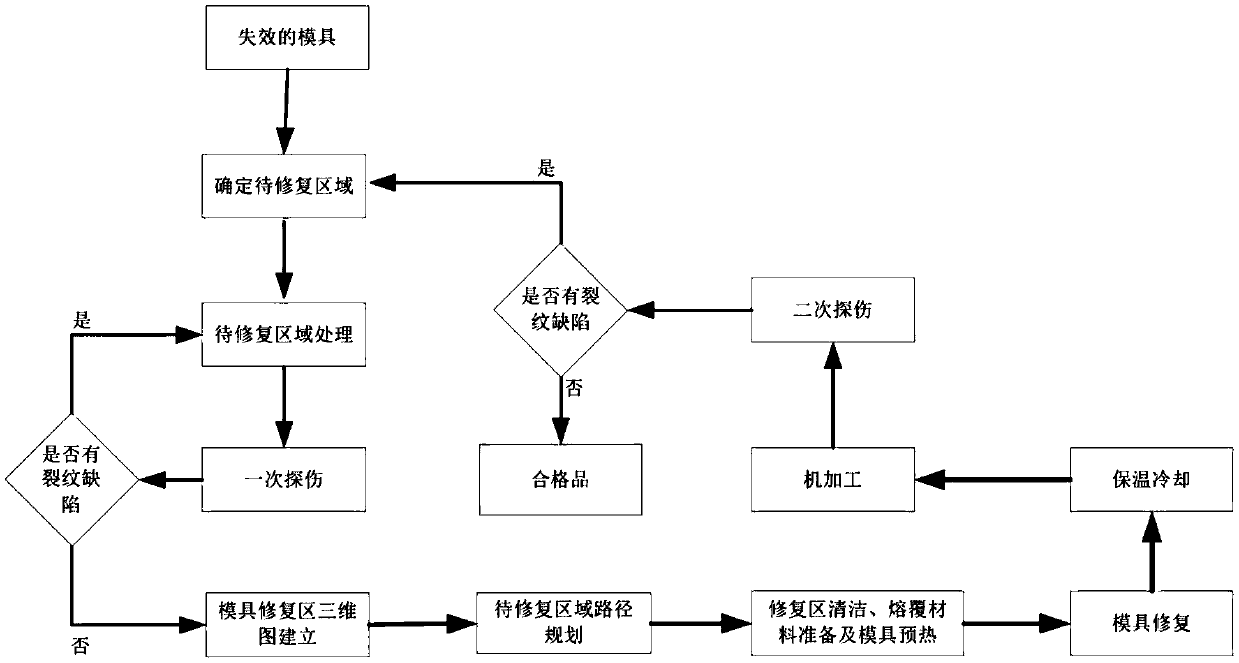
[0059] The first step is to evaluate the damage of the failed mold and determine the area of the failed mold to be repaired. The surface of the area to be repaired is treated, and the oxide scale and fatigue layer existing on the surface are removed by mechanical processing, and the groove is processed on the cracked place, and the groove angle is 45°.
[0060] The second step is to carry out the first flaw detection, using magnetic particle flaw detection and ultrasonic non-destructive flaw detector to carry out surface and internal flaw detection on the surface of the treated area to be repaired respectively, if the flaw detection results show that there is no crack defect, then enter the third step, otherwise execute the first step again One step;...
Embodiment 2
[0067] In this embodiment, microcracks on the surface of a 5CrNiMo hot-working mold are used as objects and there is an angle between the surface and the reference plane (the deflection angle between the laser head and the reference plane is (60-90°) and the depth of the crack or defect is 2mm.
[0068] The first step is to evaluate the damage of the failed mold and determine the area of the failed mold to be repaired. The surface of the area to be repaired is treated, and the oxide scale and fatigue layer existing on the surface are removed by mechanical processing, and the groove is processed at the place with cracks, and the groove angle is 45°.
[0069] The second step is to use penetrant testing and ultrasonic non-destructive testing to detect surface and internal flaws, respectively, and use magnetic particle testing and ultrasonic non-destructive testing to detect surface and internal flaws on the surface of the treated area to be repaired. If the testing results show no...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More