

A method and device for three-dimensional hot bending forming of polymer pipe fittings
A three-dimensional, high-polymer technology, applied in the field of three-dimensional hot-bending forming methods and devices for high-polymer pipe fittings, can solve the problems of small size range, unstable quality, limited bending angle and bending surface of bent pipe fittings, etc. , to achieve the effects of controlling surface quality and cross-sectional shape, reducing process costs, and wide range of bending angles
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
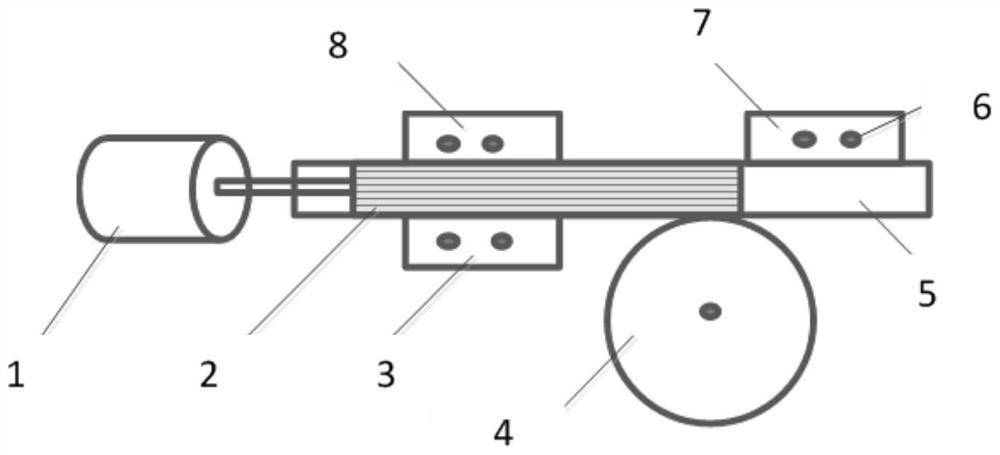
[0055]Using the method of this example to perform three-dimensional bending molding of polyetheretherketone pipe fittings with an outer diameter of 12mm and a wall thickness of 1mm, the bending radius is required to be 50mm, the bending angles are 20° and 50° respectively, and the straight line between two adjacent elbows The segment length is 10 cm. For pipe fittings with an inner diameter of ≤10mm, no soft core mold is required in the bending process. Such as figure 1 As shown, the hot bending mold device includes a space corner assembly 1, a soft polyurethane core mold 2, an anti-wrinkle mold 3, a bending mold 4, a polyetheretherketone tube 5, a heating rod 6, a clamping mold 7, and an auxiliary clamping mold 8.
[0056] (11) heat treatment
[0057] Place the polyether ether ketone straight pipe to be bent in an oil pool at 120°C, soak for 30 minutes, take out clean water and wash it.
[0058] (12) Bend the first elbow with a bending angle of 20°
[0059] First, use the...
Embodiment 2
[0065] Using the method of this embodiment to perform three-dimensional bending molding of polyetheretherketone pipe fittings with an outer diameter of 25mm and a wall thickness of 1.5mm, the bending radius is required to be 100mm, and the bending angles are 50° and 90° respectively. The straight line length is 10cm. The internal supporting soft mandrel of the pipe fitting is a polyurethane elastic soft mandrel, and the outer diameter of the soft mandrel is 21.80-21.96mm.
[0066] (11) heat treatment
[0067] Put the polyether ether ketone fittings in an oil pool at 130°C, soak for 75 minutes, take out the water and wash them.
[0068] (12) Bend the first elbow with a bending angle of 50°
[0069] First, heat the temperature of each mold with heating rod 6: anti-wrinkle mold 120°C, auxiliary clamping mold 120°C, bending mold 115°C, clamping mold 102°C;
[0070] Then pass the polyether ether ketone straight pipe 5 to be bent through the soft mandrel 2 and place it in the gro...
Embodiment 3
[0075] Using the method of this embodiment to carry out three-dimensional bending molding of polyetheretherketone pipe fittings with an outer diameter of 38mm and a wall thickness of 1.5mm, the bending radius is required to be 152mm, and the bending angles are 20° and 50° respectively. The straight line length is 10cm. The internal supporting soft mandrel of the pipe fitting is a polyurethane elastic soft mandrel with an outer diameter of 34.80-34.96 mm.
[0076] (11) heat treatment
[0077] Put the polyether ether ketone pipe fittings in an oil pool at 140°C, soak for 120 minutes, take out clean water and wash them.
[0078] (12) Bend the first elbow with a bending angle of 20°
[0079] First, use the heating rod 6 to heat the temperature of each mold: the anti-wrinkle mold is 125°C, the auxiliary clamping mold is 130°C, the bending mold is 120°C, and the clamping mold is 125°C;
[0080] Then pass the polyether ether ketone straight pipe 5 to be bent through the soft mandr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More