

Friction Stir Welding Process
A friction stir and welding technology, applied in welding equipment, manufacturing tools, non-electric welding equipment, etc., can solve problems such as poor mechanical properties of welds, inability to meet actual production needs, and low welding coefficients.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
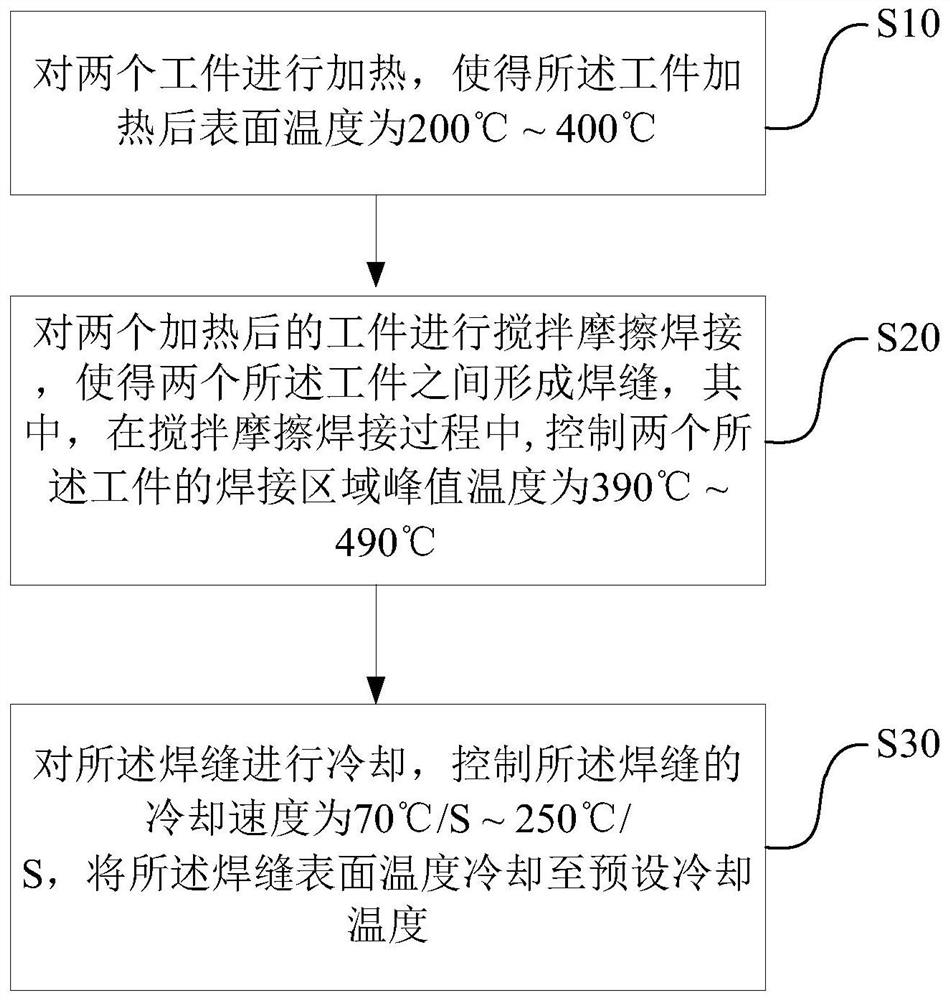
[0057] The workpiece processed in this embodiment is 7055-T6 ultra-high-strength aluminum alloy with a width of 200 mm, a thickness of 5 mm, and a length of 1000 mm. The specific friction stir welding process steps are as follows:
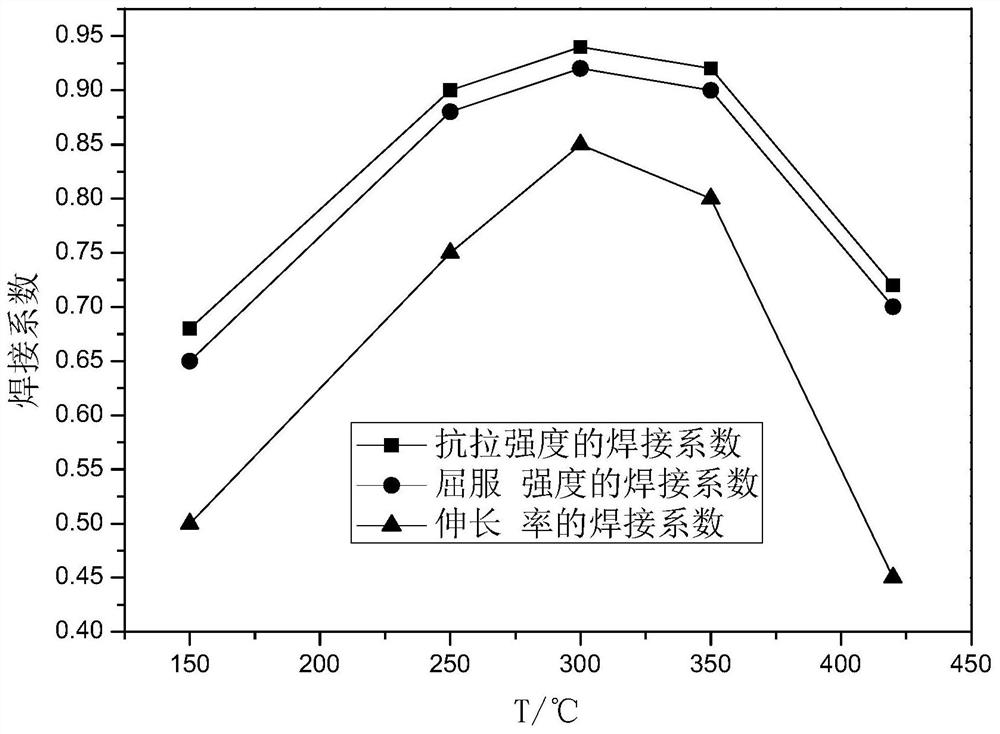
[0058] (1) Before friction stir welding, the aluminum alloy is preheated by natural gas, wherein the flow rate of natural gas is 1m 3 / h, the height of the natural gas nozzle from the surface of the aluminum alloy is 40mm; at this time, the heating rate of the aluminum alloy is 30°C / s, and the surface temperature of the aluminum alloy reaches 250°C after heating;
[0059] (2) The two aluminum alloys are then welded by a friction stir welding device. The rotation speed of the stirring head is 800rpm, the moving speed of the stirring head is 60mm / min, and the shoulder is pressed into the surface of the aluminum alloy by 0.5mm. At this time, the peak value of the welding area is The temperature is 415°C;
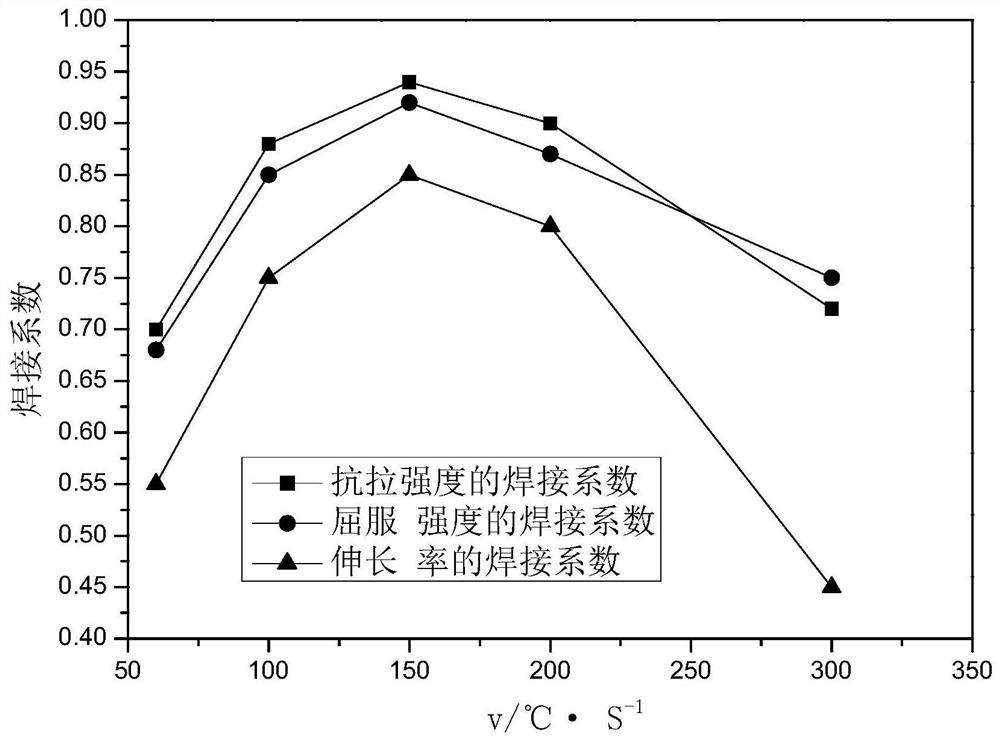
[0060] (3) Rapid cooling of the weld seam b...
Embodiment 2
[0063] The workpiece processed in this embodiment is 7055-T6 ultra-high-strength aluminum alloy with a width of 200 mm, a thickness of 5 mm, and a length of 1000 mm. The specific friction stir welding process steps are as follows:
[0064] (1) Before friction stir welding, the aluminum alloy is preheated by natural gas, wherein the flow rate of natural gas is 2.5m 3 / h, the height of the natural gas nozzle from the surface of the aluminum alloy is 40mm; at this time, the heating rate of the aluminum alloy is 40°C / s, and the surface temperature of the aluminum alloy reaches 300°C after heating;
[0065] (2) The two aluminum alloys are then welded by a friction stir welding device. The rotation speed of the stirring head is 800rpm, the moving speed of the stirring head is 60mm / min, and the shoulder is pressed into the surface of the aluminum alloy by 0.5mm. At this time, the peak value of the welding area is The temperature is 465°C;
[0066] (3) Rapid cooling of the weld seam...
Embodiment 3
[0069] The workpiece processed in this embodiment is 7055-T6 ultra-high-strength aluminum alloy with a width of 200 mm, a thickness of 5 mm, and a length of 1000 mm. The specific friction stir welding process steps are as follows:
[0070] (1) Before friction stir welding, the aluminum alloy is preheated by natural gas, wherein the flow rate of natural gas is 4m 3 / h, the height of the natural gas nozzle from the surface of the aluminum alloy is 40mm; at this time, the heating rate of the aluminum alloy is 45°C / s, and the surface temperature of the aluminum alloy reaches 350°C after heating;
[0071] (2) The two aluminum alloys are then welded by a friction stir welding device. The rotation speed of the stirring head is 800rpm, the moving speed of the stirring head is 60mm / min, and the shoulder is pressed into the surface of the aluminum alloy by 0.5mm. At this time, the peak value of the welding area is The temperature is 465°C;
[0072] (3) Rapid cooling of the weld seam b...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More