

Extrusion forming method of J-shaped steel
A technology of extrusion molding and steel materials, applied in the direction of metal extrusion, metal extrusion dies, metal extrusion control equipment, etc., can solve the problems of poor surface quality of J-shaped steel, dimensional accuracy cannot meet the requirements, etc., to ensure continuity and stability, reduce deformation and strain, and reduce the effect of temperature gradient
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
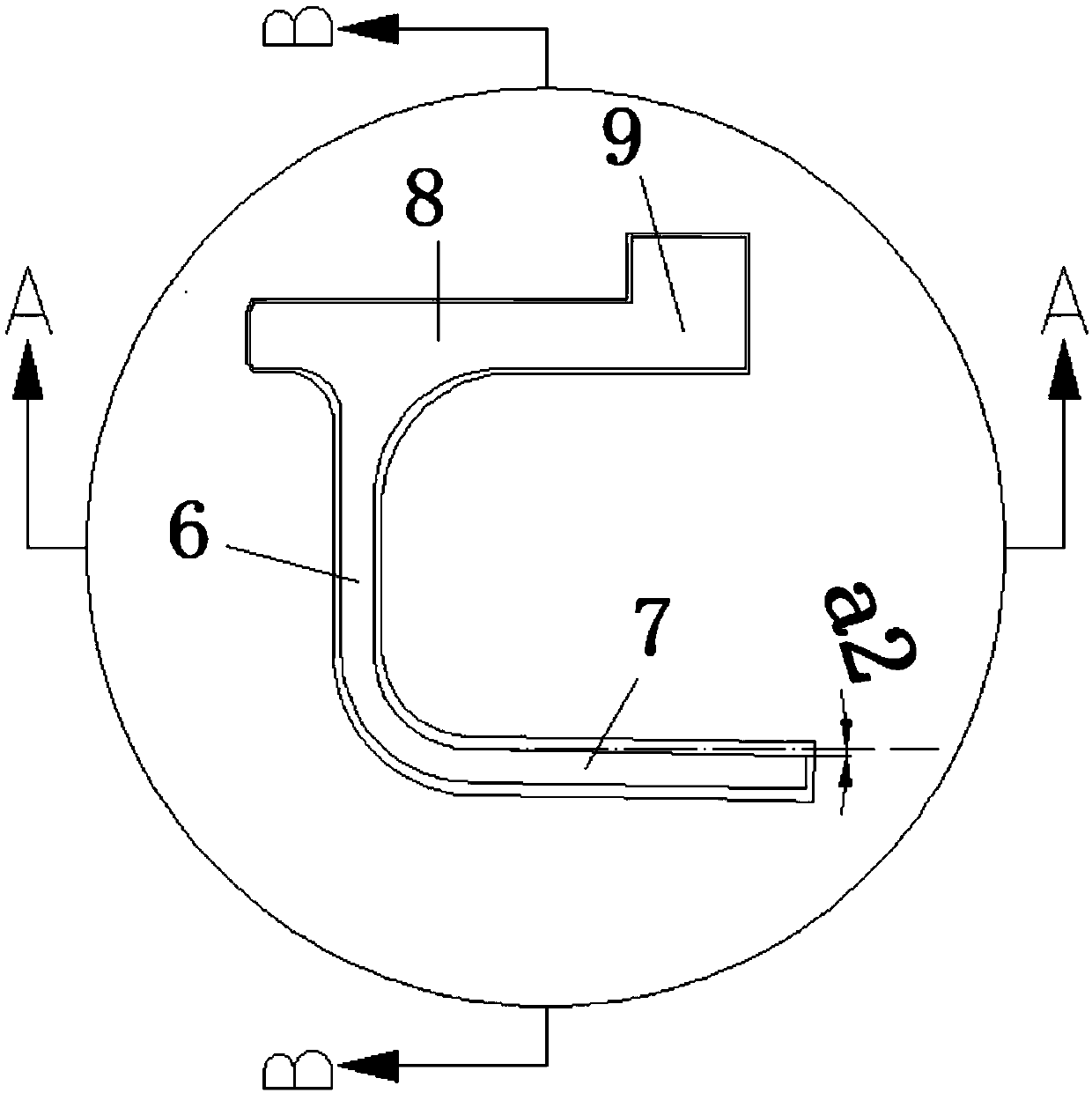
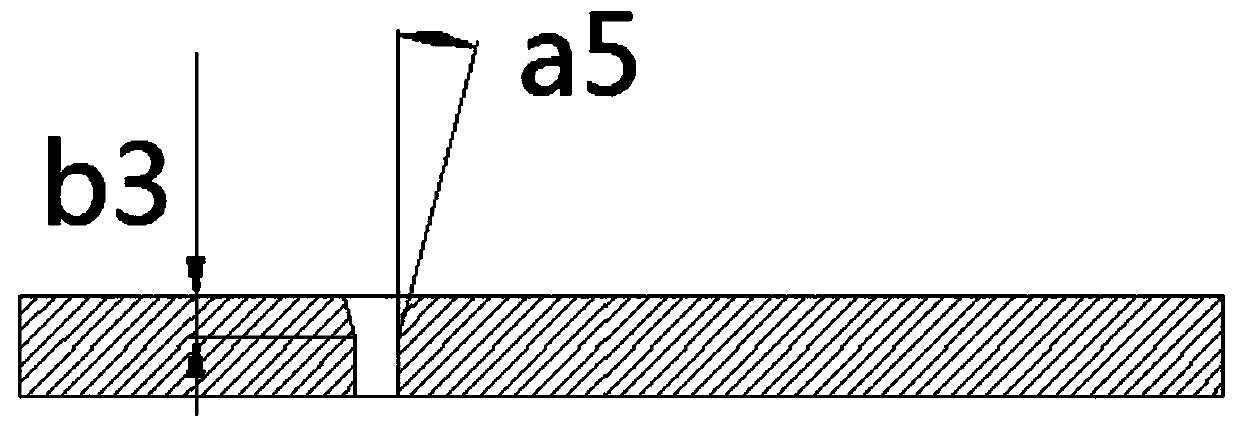
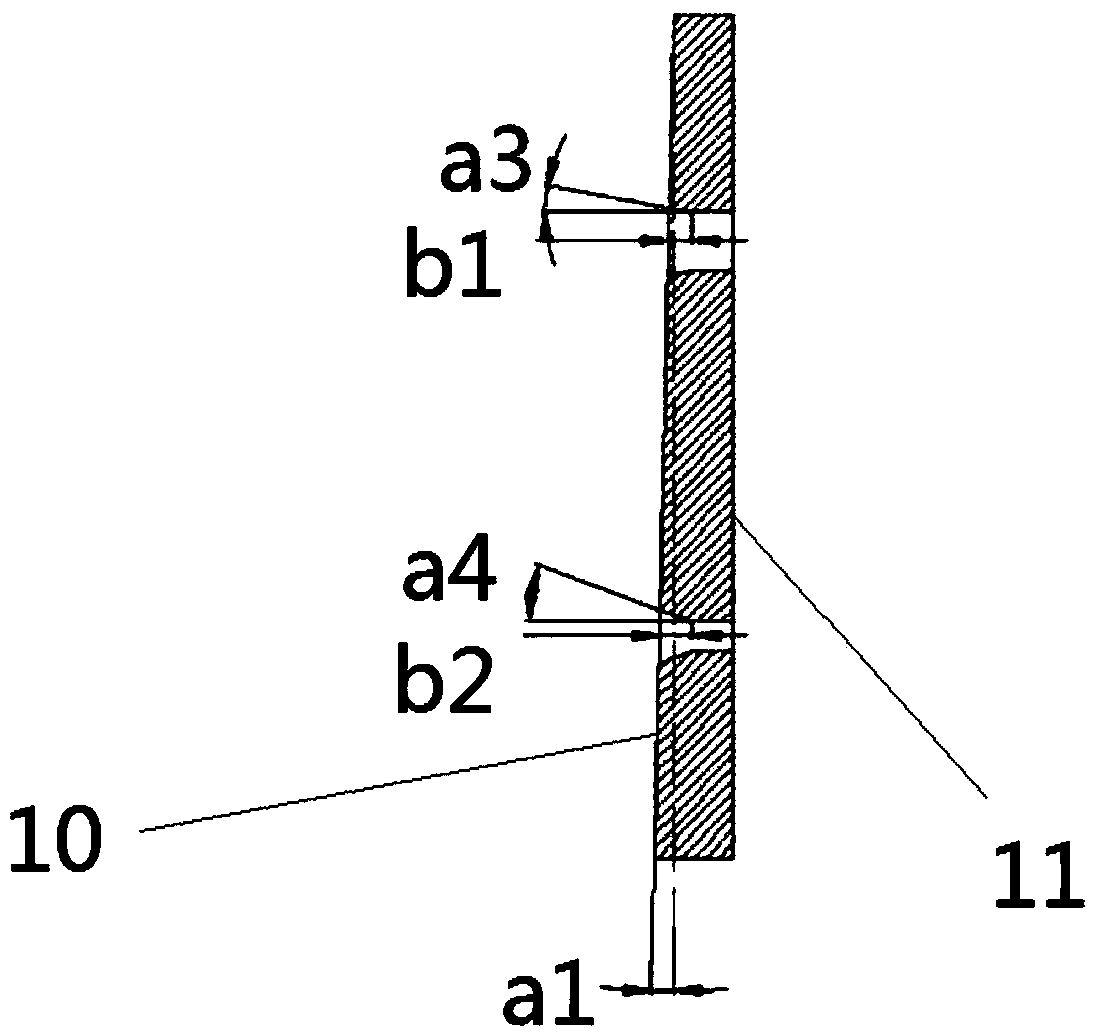
[0090] In this embodiment, the main body of the mold is a cylinder with a J-shaped through hole, and the thickness (or height) is 20mm. The size of the J-shaped through hole corresponds to the size of the required extrusion material. The main body of the mold is a cylinder, and the end face of the feed end of the cylinder deviates from the end face of the discharge end by 1.85°. Width H of J-shaped through hole 2 25mm at H 2 The inner edge of the machined chamfering angle is 11°, and the chamfering height is 8.5mm; the width H of the J-shaped through hole 3 10.5mm, the hole width is narrower in the H 3 position, the chamfering angle of the inner edge is 18°, and the chamfering height is 12mm; the width of the J-shaped through hole is H 4 10.5mm, the width of the hole is H 4 The inner edge of the inner edge, the processing chamfering angle is 15°, and the hole width of J type is H 3 The fourth thin-walled side with width H 2 The included angle between the second thick wa...
Embodiment 2
[0092] Preparation of the glass mat:
[0093] First mix glass powder (100%) + water glass (5%) + water (1%), the glass powder material is (mass percentage): SiO 2 : 55.0%, B 2 o 3 : 8.0%, Al 2 o 3 : 13.0%, CaO: 5.0%, MgO: 3.0%, TiO 2 : 4.0%, Na 2 O: 12.0%; then use a mixer to fully stir for 1 hour, and then use a special glass mat making tool to press and shape; finally put it in a resistance furnace for drying at 200 ° C, and store the glass mat in a dry environment.
[0094] The thickness of the J-shaped hole glass mat main body that present embodiment makes is 15mm, and the included angle of the annular flange 5 of glass mat and the upper end face of glass mat main body is 20 °, and the raised edge height is 4mm, the first of J-shaped hole The pass width of the thick-walled side 3, the first and the second thin-walled side 2 is different from the pass width of the second thick-walled side 8, the third and the fourth thin-walled side 7 of the mould, and the first thick...
Embodiment 3
[0096] The specific steps of preparing J-shaped steel by hot extrusion molding process are as follows:
[0097] (1) Billet machining
[0098] Carry out surface turning, sawing, and end face processing on forged round steel with steel number S45000, as well as surface inspection and grinding. The outer diameter is 310mm and the length is 900mm.
[0099] (2) Annular furnace preheating
[0100] The ring furnace is used to heat and keep warm in stages, so that the billet is heated to 1030-1040°C, held for 2 hours and released from the furnace. The temperature fluctuation range of the furnace is ±10°C. The heating parameters are as follows:
[0101]
[0102]
[0103] (3) Induction heating
[0104] A gasket with a thickness of 70mm is added to the lower end of the induction furnace to ensure that the billet is heated evenly and reaches the temperature required for extrusion; the first induction furnace heats the billet to 1150°C and holds it for 9 minutes, then heats it to ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More