

Al-Cu-Si stranded welding wire and preparation method thereof
An al-cu-si, al-si technology, applied in the direction of welding equipment, welding medium, manufacturing tools, etc., to achieve high efficiency, controllable penetration depth, good contact effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
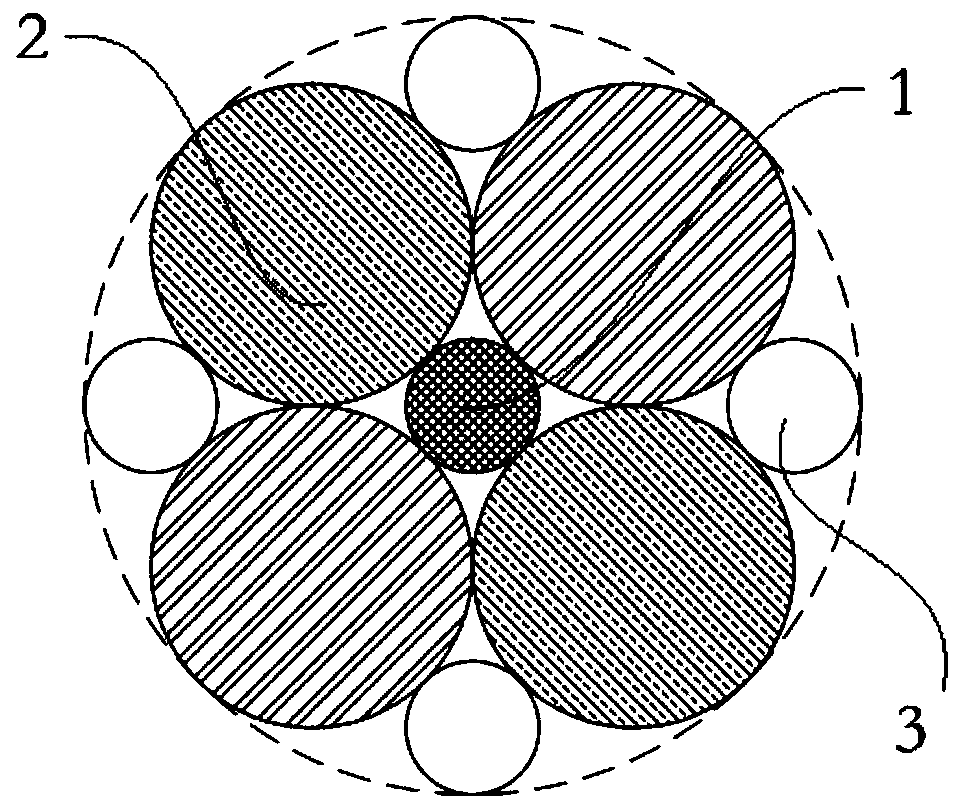
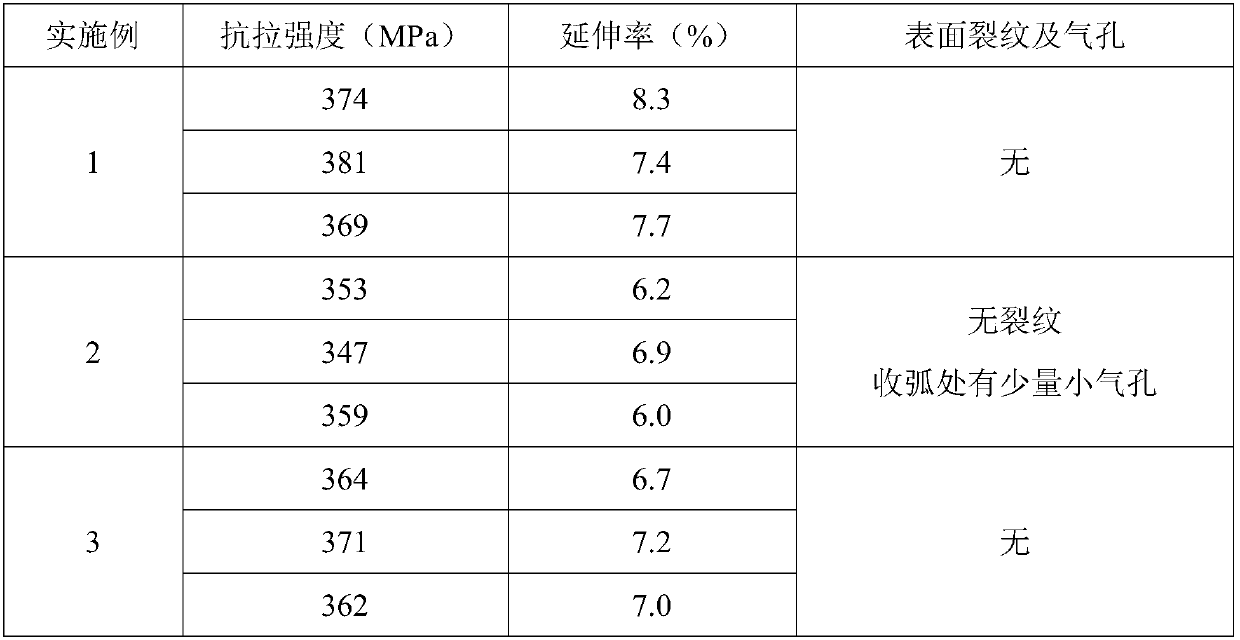
[0032] Select one SAl 1100 central filament, two SAl 2319 and two SAl 4043 peripheral thick filaments, and four SAl2319 peripheral adjustment filaments for twisting, and two SAl 2319 and two SAl 4043 peripheral thick filaments should be arranged alternately. The parameters of the twisting process are: the equivalent diameter of the stranded welding wire with a lay length of 8 times, the tension of 12% of the rated tension of the equipment, and the number of revolutions of 350r / min. The chemical composition of the obtained welding wire is Cu: 3.6%, Si: 2.1%, Fe: 0.14%, Mn: 0.20%, Mg: 0.05%, Zn: 0.05%, Ti: 0.15%, Zr: 0.15%, V: 0.10%, and the rest is Al and a very small amount of unavoidable impurities.
Embodiment 2
[0034] Select one SAl 1100 central filament, two SAl 2319 and two SAl 4043 peripheral thick wires, two SAl2319 and two SAl 1100 peripheral adjustment wires for twisting, two SAl 2319 and two SAl 4043 peripheral thick wires should be In a staggered arrangement, two SAl 2319 and two SAl 1100 peripheral adjustment wires should also be staggered. The parameters of the twisting process are: the twist length is 10 times the equivalent diameter of the stranded welding wire, the tension is 12% of the equipment tension rating, the number of revolutions is 400r / min, and the chemical composition of the obtained welding wire is Cu: 3.0%, Si: 2.25%, Fe: 0.15%, Mn: 0.15%, Mg: 0.009%, Zn: 0.006%, Ti: 0.085%, Zr: 0.05%, V: 0.057%, and the rest is Al and a very small amount of unavoidable impurities.
Embodiment 3
[0036] Use one SAl 1100 central filament, two SAl 2319 and two SAl 4043 peripheral thick wires, two SAl2319, one SAl 1100 and one SAl 4043 peripheral adjustment wire for twisting, two SAl 2319 and two SAl4043 The peripheral thick wires are staggered, and the two SAl 2319 peripheral adjustment wires should also be staggered. Twisting process parameters: the twist length is 11.6 times the equivalent diameter of the stranded welding wire, the tension is 13% of the equipment tension rating, the number of revolutions is 500r / min, and the chemical composition of the obtained welding wire is Cu: 3.22%, Si: 2.5%, Fe : 0.156%, Mn: 0.10%, Mg: 0.007%, Zn: 0.009%, Ti: 0.05%, Zr: 0.104%, V: 0.01%, the rest is Al and a very small amount of unavoidable impurities.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More