

Method for refining grains of austenitic stainless steel forged pieces
A technology for austenitic stainless steel and grain refinement, applied in the field of grain refinement of austenitic stainless steel forgings, can solve problems such as uneven grain size, achieve uniform grain, not easy to crack, and improve quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0034] A method for refining the grains of an austenitic stainless steel forging, comprising the following steps:
[0035] S1. Forging:
[0036] Use a 3000-ton hydraulic press to forge 3 tons of F304L stainless steel ingots. The initial forging temperature is 1000°C, and the final forging temperature is 720°C; the deformation rate is 0.01S -1 , the total forging ratio is 3.1, and the last forging ratio is 50% of the total forging ratio;
[0037] S2, heat treatment
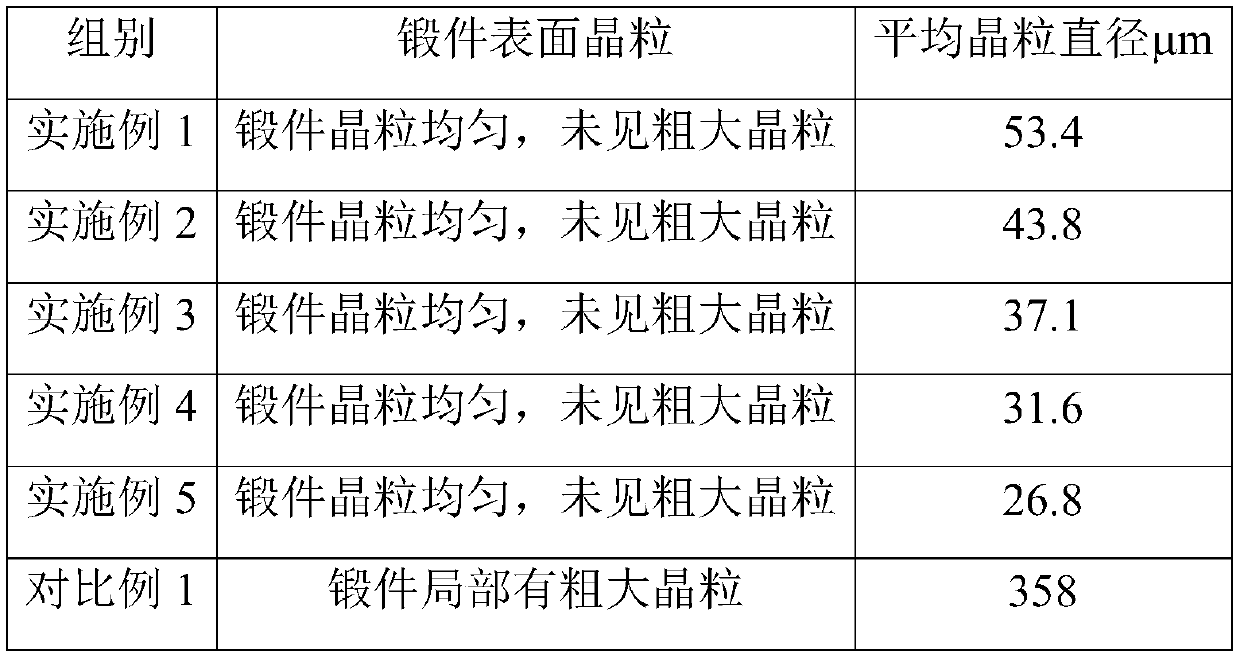
[0038] The forged piece obtained in step S1 is heat-treated at 1000° C., the holding time is 1.0 min / mm, and water-cooled after the holding time, to obtain an austenitic stainless steel forging. The prepared austenitic stainless steel forgings were inspected according to the C method in the GB / T4334 standard, and the intergranular corrosion of the austenitic stainless steel forgings was qualified.
Embodiment 2
[0040] A method for refining the grains of an austenitic stainless steel forging, comprising the following steps:
[0041] S1. Forging:
[0042] Use 3000 tons of hydraulic press to forge 1 ton of F304L stainless steel ingot, the initial forging temperature is 1200 ℃, the final forging temperature is 850 ℃; the deformation rate is 0.045S -1 , the total forging ratio is 8, and the last forging ratio is 35% of the total forging ratio;
[0043] S2, heat treatment
[0044] The forged piece obtained in step S1 is heat-treated at 1200° C., the holding time is 2.0 min / mm, and water-cooled after the holding time, to obtain an austenitic stainless steel forging. The prepared austenitic stainless steel forgings were inspected according to the C method in the GB / T4334 standard, and the intergranular corrosion of the austenitic stainless steel forgings was qualified.
Embodiment 3
[0046] A method for refining the grains of an austenitic stainless steel forging, comprising the following steps:
[0047] S1. Forging:
[0048] Use 3000 tons of hydraulic press to forge 2 tons of F304L stainless steel ingots, the initial forging temperature is 1050 ℃, the final forging temperature is 760 ℃; the deformation rate is 0.044S -1 , the total forging ratio is 4, and the last forging ratio is 20% of the total forging ratio;
[0049] S2, heat treatment
[0050] The forged piece obtained in step S1 is heat treated at 1150° C., the holding time is 1.2 min / mm, and water cooled after the holding time, to obtain an austenitic stainless steel forging. The prepared austenitic stainless steel forgings were inspected according to the C method in the GB / T4334 standard, and the intergranular corrosion of the austenitic stainless steel forgings was qualified.
PUM
| Property | Measurement | Unit |
|---|---|---|
| crystal size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More