

A kind of preparation method of active cooling structure
An active cooling and inner cylinder technology, applied in the field of precision machining, can solve the problems that the geometric dimension accuracy of the inner cooling channel cannot be guaranteed, reduce the processing efficiency of the overall structural components, and increase the processing cost, etc., so as to achieve reliable overall structural performance and ensure geometric shape Consistency, the effect of reducing processing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
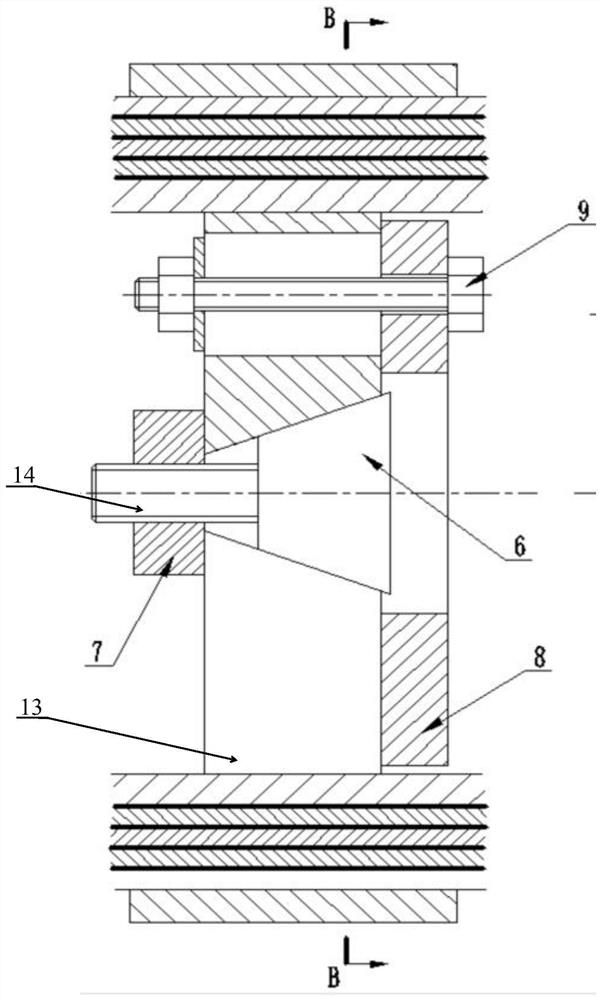
are respectively fixedly connected with the inner support bottom plate 8 through the bottom plate fixing member 9;
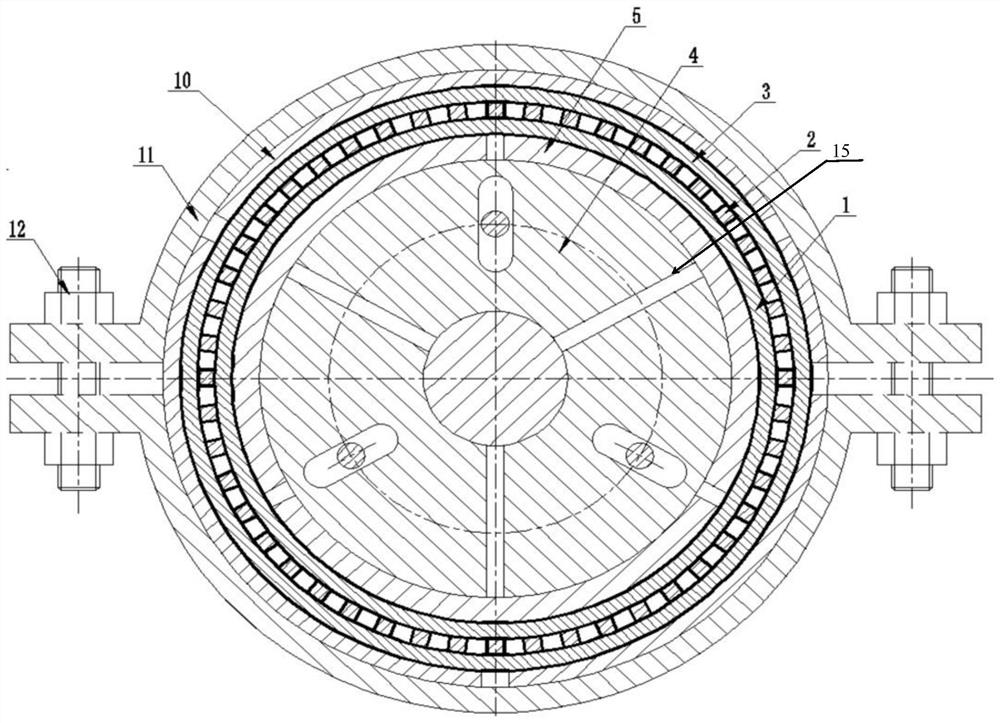
Described shell tooling 11 comprises two symmetrically arranged hoops, and both ends of the hoops are respectively provided with matching clamps
12; The hoop clamps the clamps 12 at both ends of the hoop after the outer cylinder is clamped, respectively.
Concretely, described inner support 4 comprises three arc-shaped support blocks 13 enclosing cylindrical supports, arc-shaped support blocks
13 is set in a centrosymmetric manner.
The described adjuster 6 is close to the adjustment hole, and the adjuster 6 adjusts its position in the adjustment hole by the rotation of the fastening bolt 14.
The position of the adjuster 6 changes to adjust the size of the adjustment gap 15 between the arc-shaped support blocks 13.
Further, described paste solder Ni-Li base solder Ni-Li-Gr14B3Si4.5, and contain mass fraction
0.01-0.08% C, the solder melted under capillary ...
Embodiment 1
[0071] 10) Carry out a pressure performance test on the fabricated active cooling structure.
Embodiment 2
[0088] Heating to 700°C at a rate of 180°C / h for 20min;
[0089] Heating to 900°C at a rate of 360°C / h for 120min;
[0090] Heating to 1020°C at a rate of 500°C / h, brazing at 1020°C ± 5°C, and holding for 30min;
[0091] The cooling procedure after brazing is: cooling to 700°C at a rate of 240°C / h, followed by vacuum cooling in the furnace to 200°C for filling
[0094] 10) Carry out a pressure performance test on the fabricated active cooling structure.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More