

Cobalt-based powder brazing filler metal for high-temperature alloy connecting as well as preparation method and application of cobalt-based powder brazing filler metal
A technology of high-temperature alloys and alloy powders, which is used in welding equipment, metal processing equipment, welding/cutting media/materials, etc., to achieve a wide range of applications, a wide range of brazing temperatures, and small erosion effects.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] The parent material to be welded in this embodiment is a nickel-based superalloy CMSX-4, and the chemical composition of the alloy is (wt.%):
[0033] Ni-9Co-6.5Cr-6W-6.5Ta-5.6Al-3Re-1Ti-0.6Mo.
[0034] The chemical composition of solder is (wt.%):
[0035] Co-21Ni-16Cr-2Al-0.8Ti-14W-0.5Mo-0.5Nb-1Si-2B.
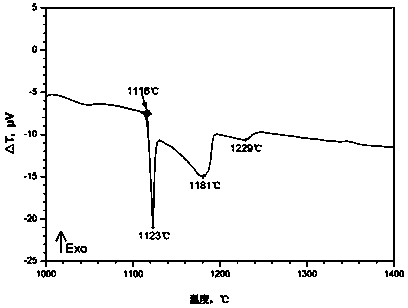
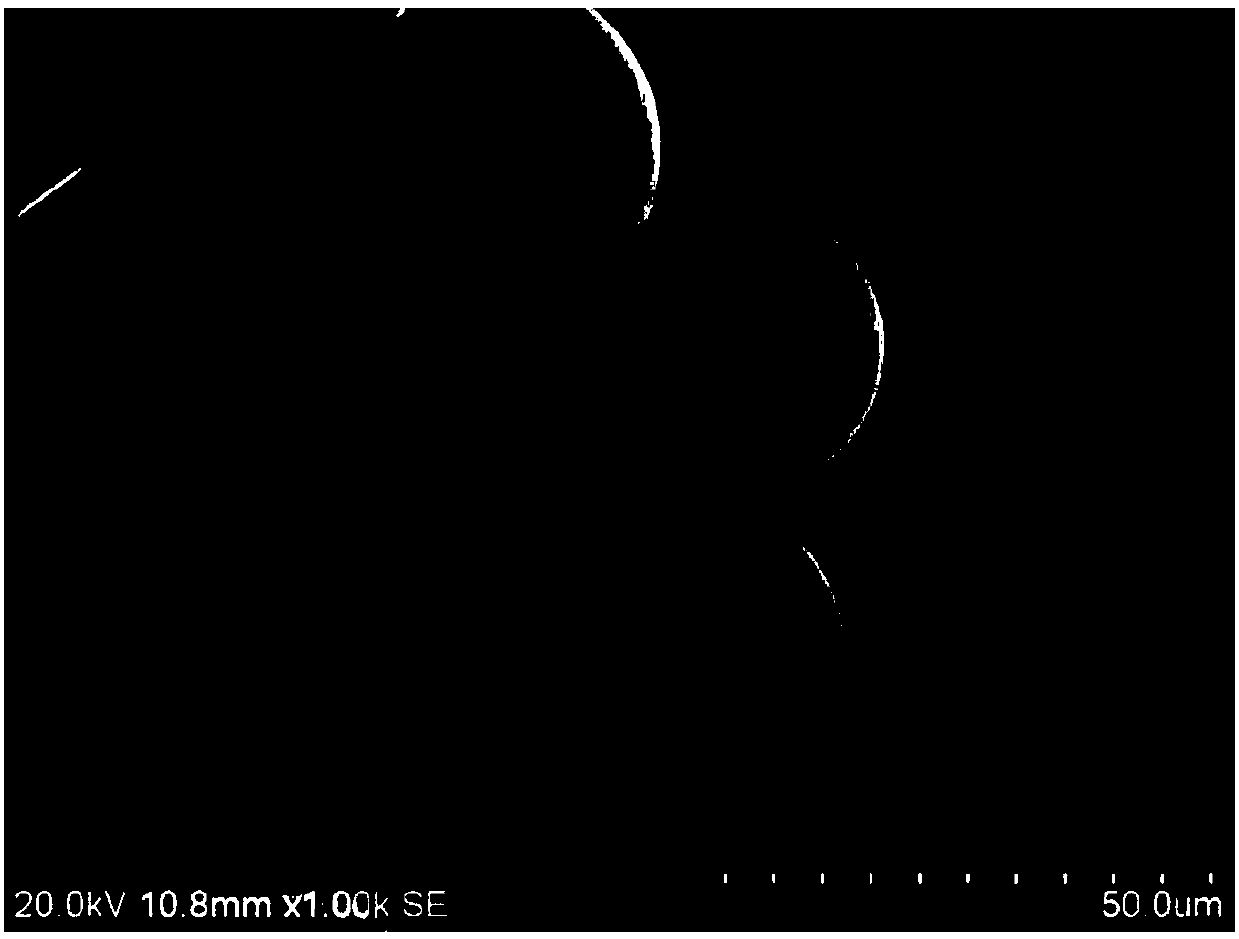
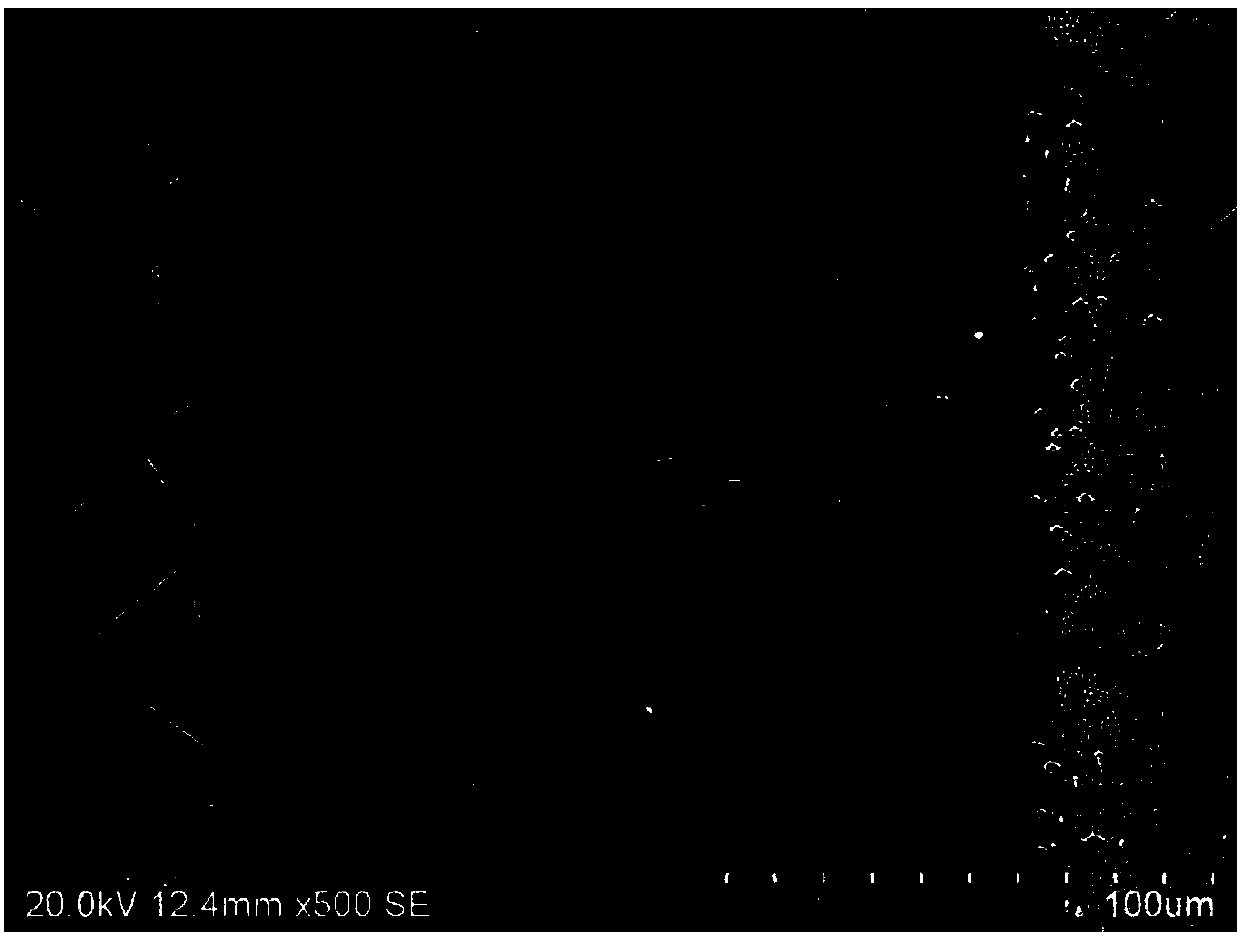
[0036] Brazing material preparation method: mix the raw materials with a purity greater than 99.99% in proportion and put them into a vacuum arc melting furnace to melt them into alloy ingots. The melting process is: 1590°C / 1min→1560°C / 10min→1360°C / 10min→1450°C Pouring; after that, the smelted alloy ingot is melted into a metal liquid flow with a temperature higher than 1400 ° C, and the metal liquid flow is impacted with argon gas to atomize it into fine droplets, and alloy powder is formed after rapid cooling, and sieved out 200 ~ 800 mesh powder. The morphology of the prepared cobalt-based powder solder is as follows: figure 1 As shown, it is spherical or nearly...
Embodiment 2
[0040] The parent material to be welded in this embodiment is a cobalt-based superalloy DZ40M, and the chemical composition of the alloy is (wt.%):
[0041] Co-11Ni-25Cr-7.5W-0.4Ta-1Al-0.2Ti-0.5C-0.2Ti-0.4Mo.
[0042] The chemical composition of solder is (wt.%):
[0043] Co-21Ni-16Cr-2Al-0.3Ti-7W-1Mo-0.5Nb-2Fe-2Si-2.8B.
[0044] Brazing material preparation method: mix the raw materials with a purity greater than 99.99% in proportion and put them into a vacuum arc melting furnace to melt them into alloy ingots. The melting process is: 1590°C / 1min→1540°C / 10min→1340°C / 10min→1440°C Pouring; after that, the smelted alloy ingot is melted into a metal liquid flow with a temperature higher than 1400 ° C, and the metal liquid flow is impacted with argon gas to atomize it into fine droplets, and alloy powder is formed after rapid cooling, and sieved out 200 ~ 800 mesh powder.
[0045] Before welding, the solid solution cobalt-based superalloy DZ40M is processed into Use No. 800 sa...
Embodiment 3
[0048] The parent material to be welded in this embodiment is cobalt-based superalloy DD688, and the chemical composition of the alloy is (wt.%):
[0049] Co-15Ni-5Cr-10W-7Ta-4Al-1.2Hf-1.8Ti-4Mo.
[0050] The solder composition is (wt.%):
[0051] Co-21Ni-16Cr-2Al-0.5Ti-12W-0.5Mo-0.5Nb-1.2Si-2B.
[0052] Brazing material preparation method: mix the raw materials with a purity greater than 99.99% in proportion and put them into a vacuum arc melting furnace to melt them into alloy ingots. The melting process is: 1590°C / 1min→1555°C / 10min→1355°C / 10min→1455°C Pouring; after that, the smelted alloy ingot is melted into a metal liquid flow with a temperature higher than 1400 ° C, and the metal liquid flow is impacted with argon gas to atomize it into fine droplets, and alloy powder is formed after rapid cooling, and sieved out 200 ~ 800 mesh powder.
[0053] Before welding, the solid solution cobalt-based superalloy DD688 is processed into Use No. 800 sandpaper to grind the surf...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More