

Asynchronous punching process for coated conductive foam
A conductive foam and coated technology, applied in the field of coated conductive foam asynchronous punching process, can solve the problems of low efficiency, accelerated update cycle, insufficient market supply, etc., to improve production assembly efficiency and reduce process loss Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
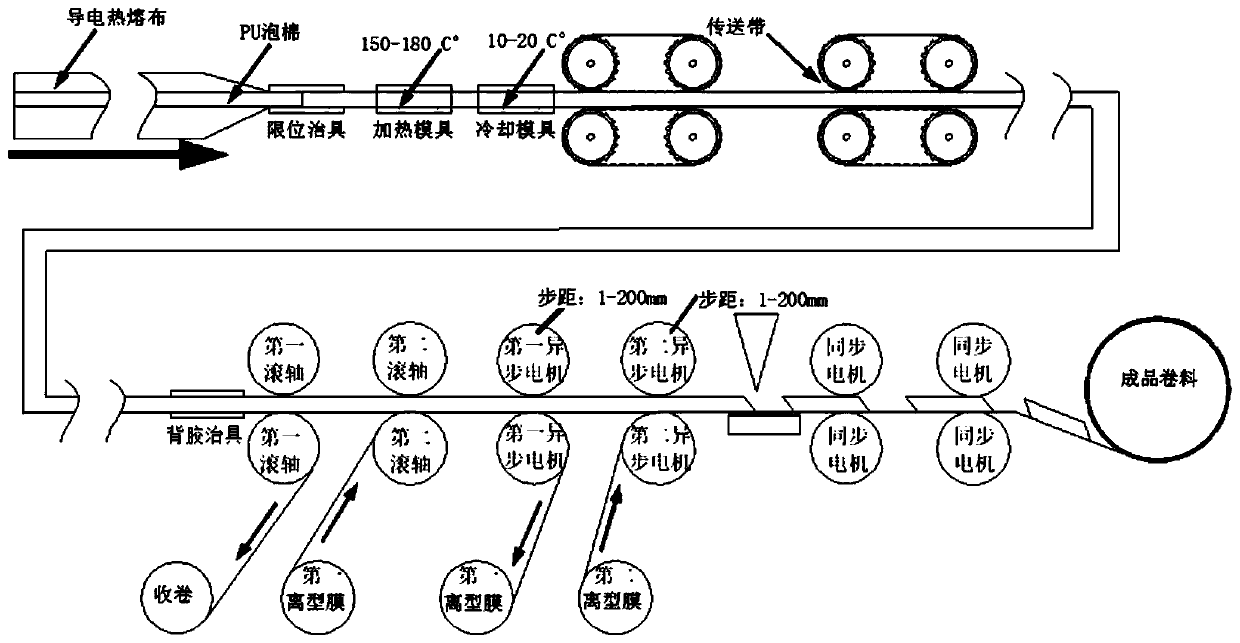
[0019] An asynchronous punching process of coated conductive foam, comprising the following steps:
[0020] S1, molding, the conductive hot-melt cloth and PU foam are sequentially inserted into the limit fixture, heating mold and cooling mold of the conductive foam molding machine; the temperature of the heating mold is set to 150 ° C, and the set temperature of the cooling mold is 10°C; Pull out the wrapped conductive foam through the conveyor belt;
[0021] S2. The conductive foam passes through the adhesive jig, the first roller drives the winding to remove the self-contained release paper, and the second roller drives the first release film to bond the conductive foam;
[0022] S3, the first asynchronous motor rewinds the first release film; the step distance of the first asynchronous motor is 1 mm;
[0023] S4. The second asynchronous motor drives the second release film to be laminated with the conductive foam, and the step distance of the second asynchronous motor is 1...
Embodiment 2
[0027] An asynchronous punching process of coated conductive foam, comprising the following steps:
[0028] S1, molding, the conductive hot-melt cloth and PU foam are sequentially inserted into the limit fixture, heating mold and cooling mold of the conductive foam molding machine; the temperature of the heating mold is set to 180 ° C, and the set temperature of the cooling mold is 20°C; Pull out the wrapped conductive foam through the conveyor belt;
[0029] S2. The conductive foam passes through the adhesive jig, the first roller drives the winding to remove the self-contained release paper, and the second roller drives the first release film to bond the conductive foam;
[0030] S3, the first asynchronous motor rewinds the first release film; the step distance of the first asynchronous motor is 200mm;
[0031] S4. The second asynchronous motor drives the second release film to be laminated with the conductive foam, and the step distance of the second asynchronous motor is ...
Embodiment 3
[0035] An asynchronous punching process of coated conductive foam, comprising the following steps:
[0036] S1, molding, the conductive hot-melt cloth and PU foam are sequentially inserted into the limit fixture, heating mold and cooling mold of the conductive foam molding machine; the temperature of the heating mold is set to 160 ° C, and the set temperature of the cooling mold is 15°C; Pull out the wrapped conductive foam through the conveyor belt;
[0037] S2. The conductive foam passes through the adhesive jig, the first roller drives the winding to remove the self-contained release paper, and the second roller drives the first release film to bond the conductive foam;
[0038] S3, the first asynchronous motor rewinds the first release film; the step distance of the first asynchronous motor is 100mm;
[0039] S4. The second asynchronous motor drives the second release film to be laminated with the conductive foam, and the step distance of the second asynchronous motor is ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More