

Annular piece combined forging method
A ring-shaped piece, forging press technology, applied in the field of forging, can solve the problems of slow turning efficiency and too much waste of forging energy, and achieve the effect of reducing energy consumption and saving raw material consumption.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] A combined forging method of a ring-shaped piece, comprising the steps of:
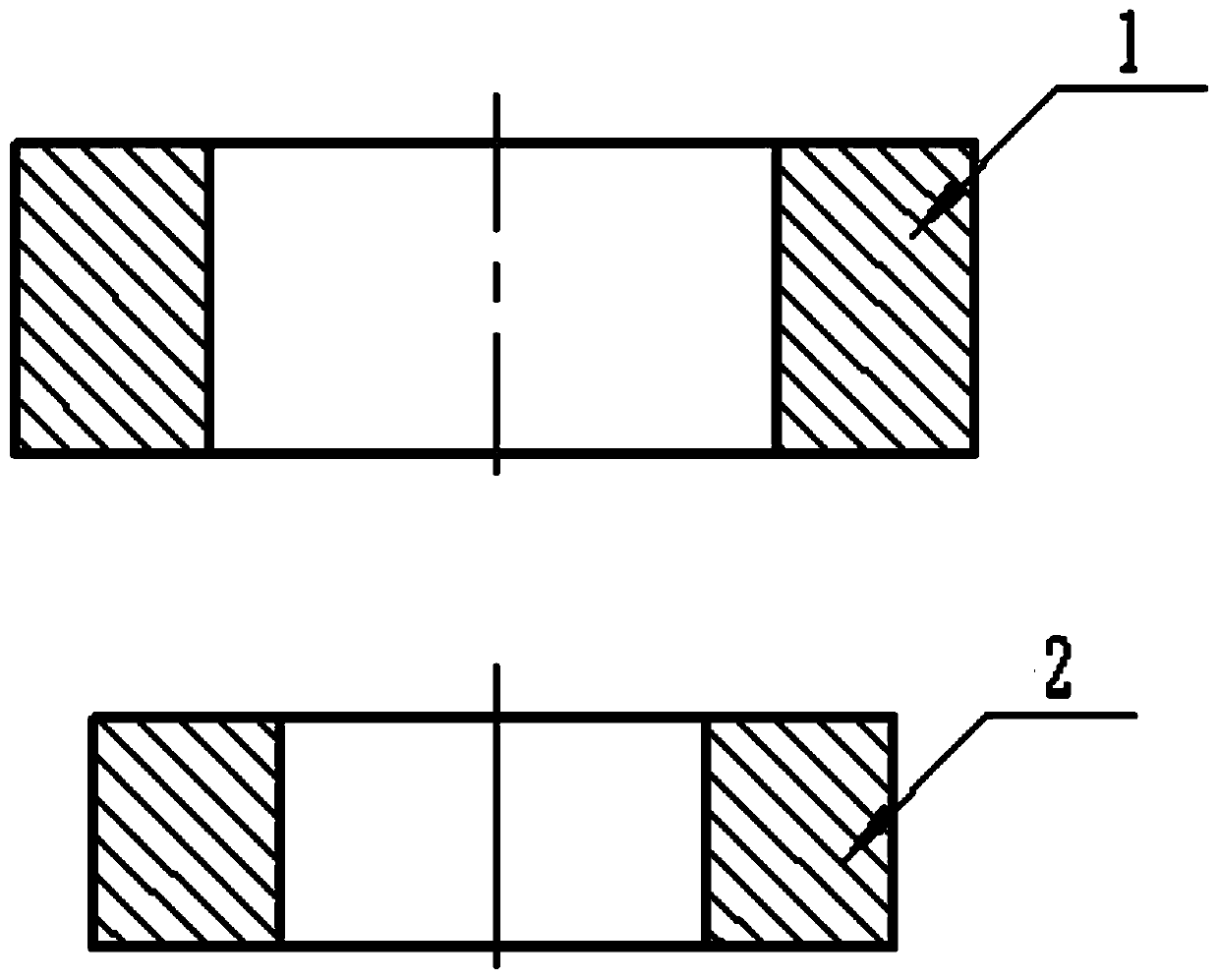
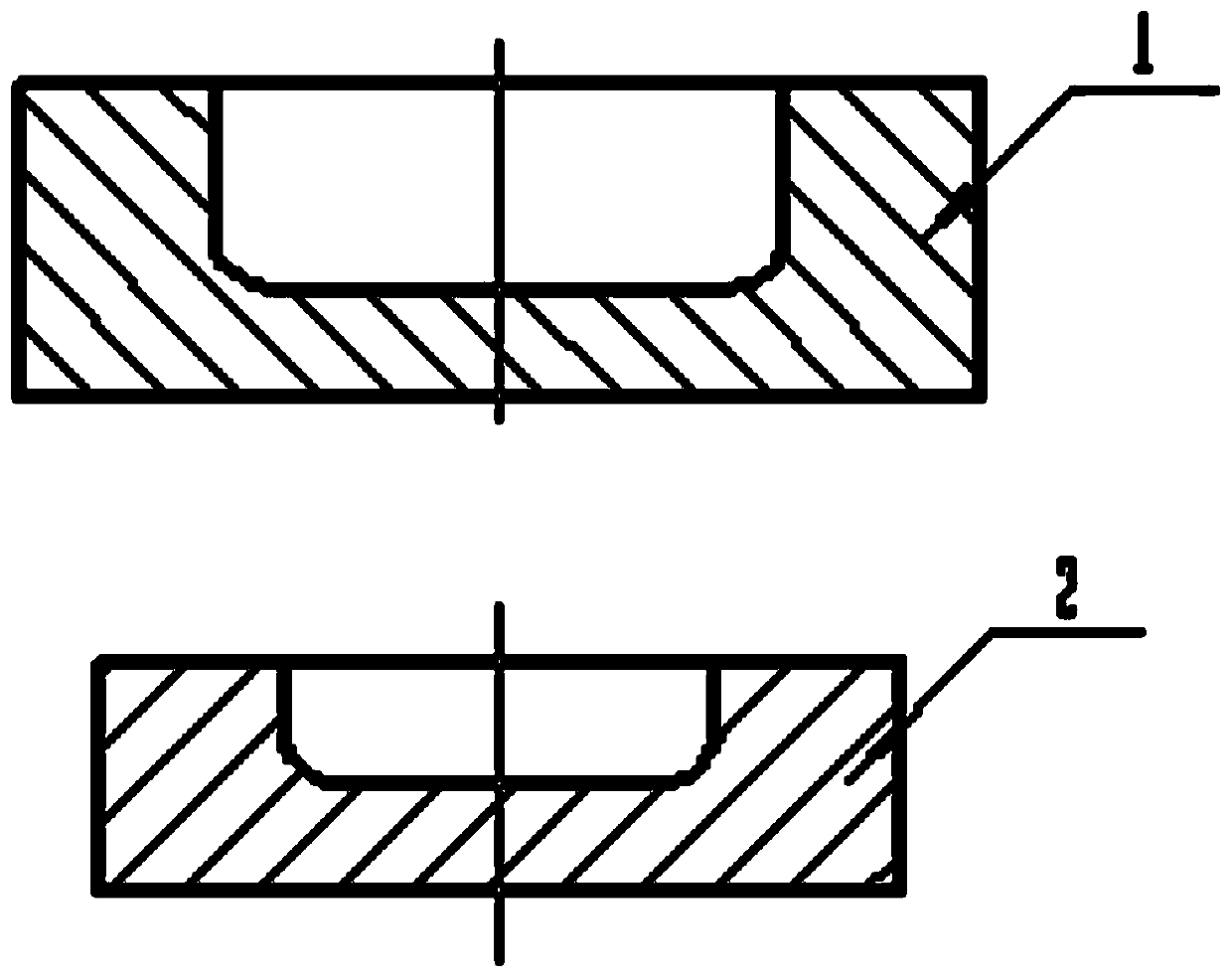
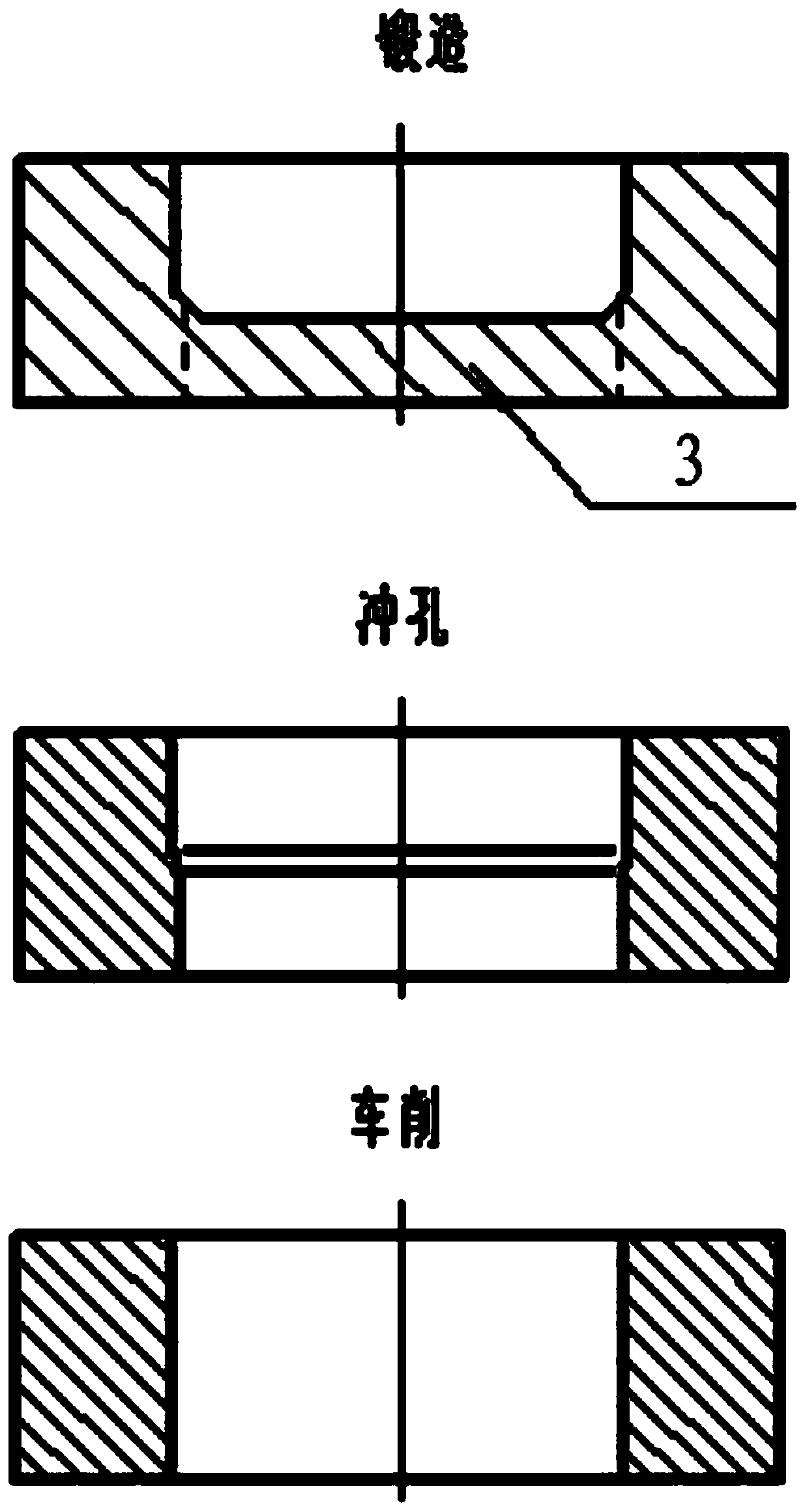
[0036] Step 1. The round steel is heated to the process temperature and kept warm, and then placed into the forging die of the forging press. The upper die is provided with an upper punch, and the middle of the lower die is provided with a lower punch. The upper punch is used to combine forging forgings The upper counterbore and the lower punch are used to combine the lower counterbore of the forging piece. The slider of the forging press drives the upper die to descend. The upper die and the lower die upset the bar and forge the first forging piece and the second forging piece. The combined forging piece is forged. For the ring blank, the center forging of the combined forging part removes the core material to make a combined ring blank;
[0037] The holding time t = heating coefficient η × δ, δ is the cross-sectional diameter of the ring blank, the unit is mm, the heating coefficient η = 0.5,...
Embodiment 2
[0044] A combined forging method of a ring-shaped piece, comprising the steps of:
[0045] Step 1. The round steel is heated to the process temperature and kept warm, and then placed into the forging die of the forging press. The upper die is provided with an upper punch, and the middle of the lower die is provided with a lower punch. The upper punch is used to combine forging forgings The upper counterbore and the lower punch are used to combine the lower counterbore of the forging piece. The slider of the forging press drives the upper die to descend. The upper die and the lower die upset the bar and forge the first forging piece and the second forging piece. The combined forging piece is forged. For the ring blank, the center forging of the combined forging part removes the core material to make a combined ring blank;
[0046] The holding time t = heating coefficient η × δ, δ is the cross-sectional diameter of the ring blank, the unit is mm, the heating coefficient η = 0.8,...
Embodiment 3
[0053] Step 1. The round steel is heated to the process temperature and kept warm, and then placed into the forging die of the forging press. The upper die is provided with an upper punch, and the middle of the lower die is provided with a lower punch. The upper punch is used to combine forging forgings The upper counterbore and the lower punch are used to combine the lower counterbore of the forging piece. The slider of the forging press drives the upper die to descend. The upper die and the lower die upset the bar and forge the first forging piece and the second forging piece. The combined forging piece is forged. For the ring blank, the center forging of the combined forging part removes the core material to make a combined ring blank;
[0054]The holding time t = heating coefficient η × δ, δ is the cross-sectional diameter of the ring blank, the unit is mm, the heating coefficient η1.2, and the unit of the holding time t is min;
[0055] Step 2. Put the combined forging ri...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More