

Heat treatment process of titanium alloy
A titanium alloy and process technology, which is applied in the field of heat treatment of titanium alloys to achieve the effect of excellent fatigue performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
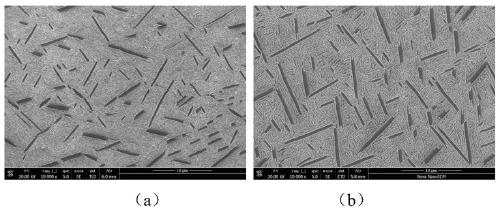
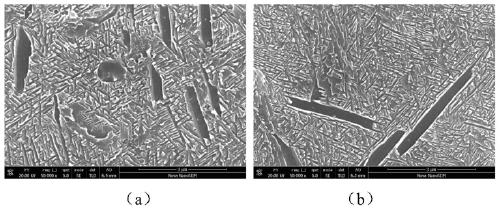
[0027] This embodiment is heat treatment of a nearly β-type TB17 titanium alloy free forging with an effective thickness of 100mm.
[0028] The specific heat treatment process is as follows:
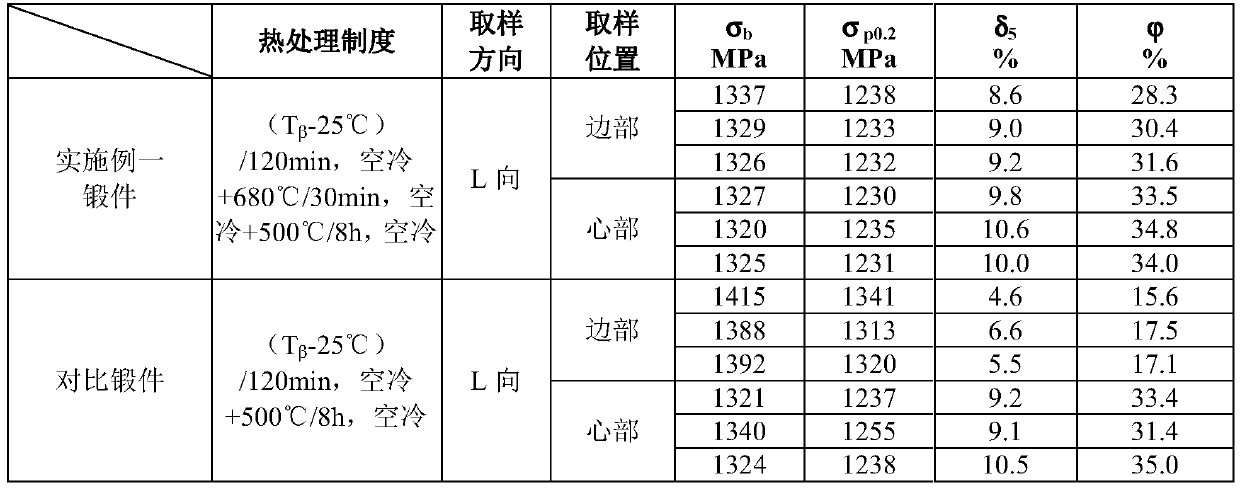
[0029] (1) The first heavy heat treatment. Put the titanium alloy forging into the effective working area of the resistance furnace that has reached the set heating temperature T for heating. The set heating temperature T is the phase transition point (T β ) below 25°C, the resistance furnace reaches the set heating temperature T again and starts to calculate the holding time. The holding time is t=120min.
[0030] (2) Second heat treatment. Put the titanium alloy forging into the effective working area of the resistance furnace that has reached the set heating temperature T for heating. The set heating temperature T is 680°C. Time t=30min, after the heat preservation is over, the forgings are taken out of the furnace and cooled to room temperature in air.
[0031] (3) The third ...
Embodiment 2
[0036] This embodiment is heat treatment of a nearly β-type TB17 titanium alloy free forging with an effective thickness of 200mm.
[0037] The specific heat treatment process is as follows:
[0038] (1) The first heavy heat treatment. Put the titanium alloy forging into the effective working area of the resistance furnace that has reached the set heating temperature T for heating. The set heating temperature T is the phase transition point (T β ) below 20°C, the resistance furnace reaches the set heating temperature T again and starts to calculate the holding time. The holding time is t=150min.
[0039] (2) Second heat treatment. Put the titanium alloy forging into the effective working area of the resistance furnace that has reached the set heating temperature T for heating. The set heating temperature T is 700°C. Time t = 55min. After the heat preservation is over, the forgings are taken out of the furnace and cooled to room temperature in air.
[0040] (3) The thir...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Elongation | aaaaa | aaaaa |
| Elongation | aaaaa | aaaaa |
| Elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More