

A kind of control method of variable gauge strip threading of thin strip in aluminum hot tandem rolling mill
A control method and thin strip technology, applied in the direction of rolling mill control devices, metal rolling, metal rolling, etc., can solve problems such as difficulty in rolling mill bite, failure, etc., and achieve the effects of low cost, simple implementation, and simple control process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] In order to make the technical problems, technical solutions and advantages to be solved by the present invention clearer, the following will describe in detail with reference to the drawings and specific embodiments.
[0036] The invention provides a strip threading control method with variable specifications for thin plate strips in an aluminum hot continuous rolling mill.
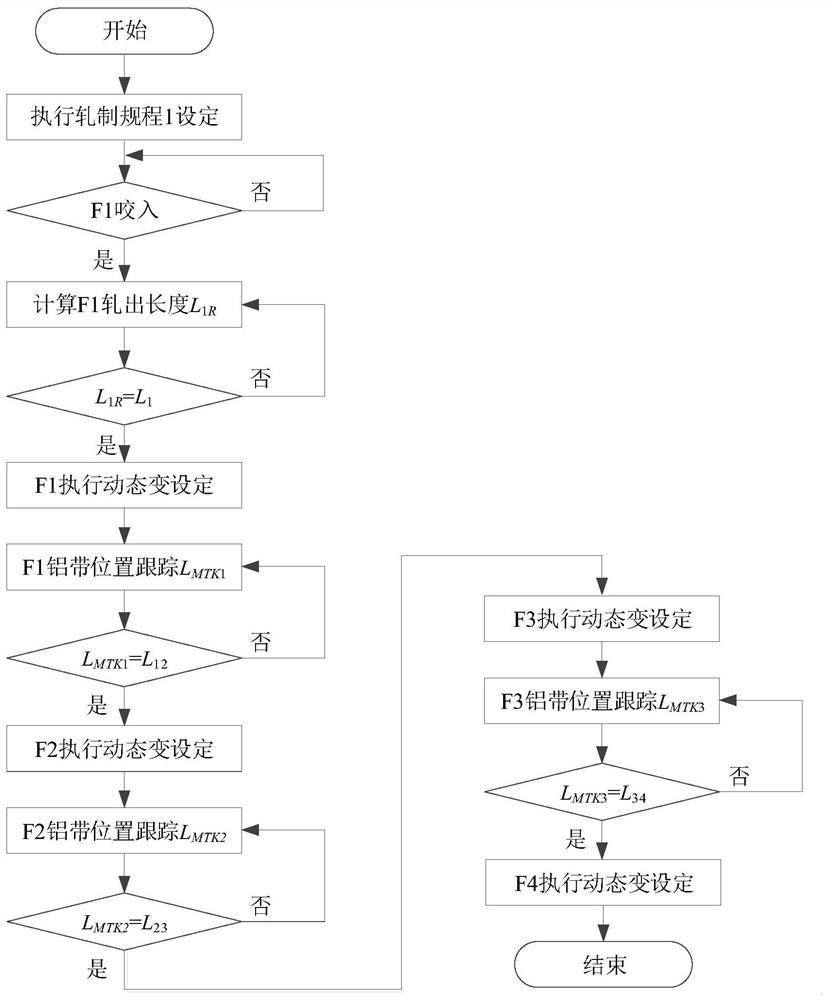
[0037] Such as image 3 As shown, the method includes the following steps:
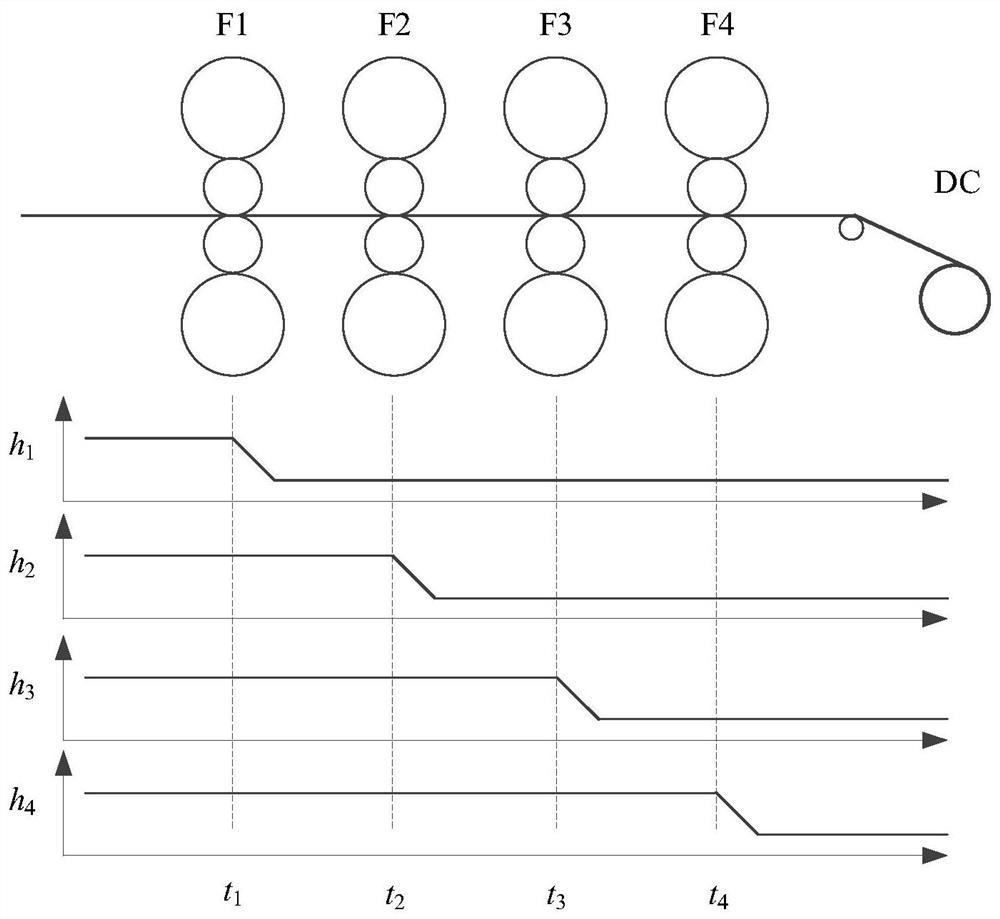
[0038] S1: Taking the sum of the finished product thickness H and the additional threading thickness ΔH as the target thickness, the rolling schedule 1 is pre-calculated by the secondary process control system and sent to the primary automation system. The setting data contained in the rolling schedule 1 are as follows :
[0039]
[0040] Among them, F1, F2, F3 and F4 represent 4 finishing mills; the value of the additional thickness ΔH for threading is related to the width and thickness of the rolled aluminum strip,...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More