

Welding process for butt welding high-strength cylinder body
A welding process and butt welding technology, which is applied in welding equipment, manufacturing tools, arc welding equipment, etc., can solve the problems that the efficiency and quality cannot reach the optimal effect, the welding quality is difficult to guarantee, and the working environment is harsh, so as to improve welding Improvement of working environment and working conditions, welding quality and efficiency, and reduction of hardening degree
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0061] The following examples can enable those skilled in the art to understand the present invention more comprehensively, but the present invention is not limited to the scope of the described examples.
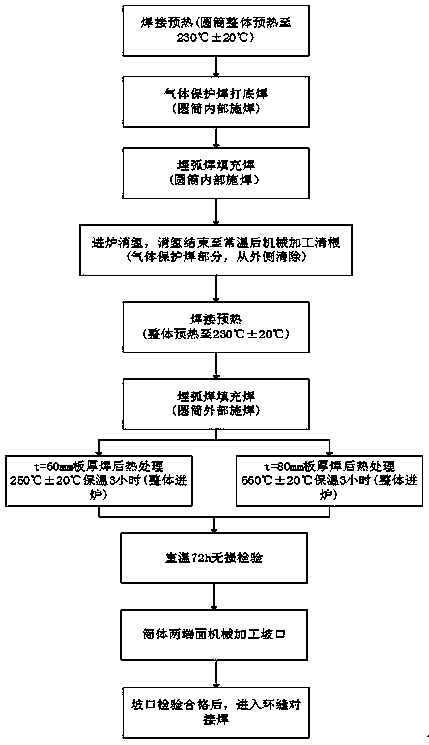
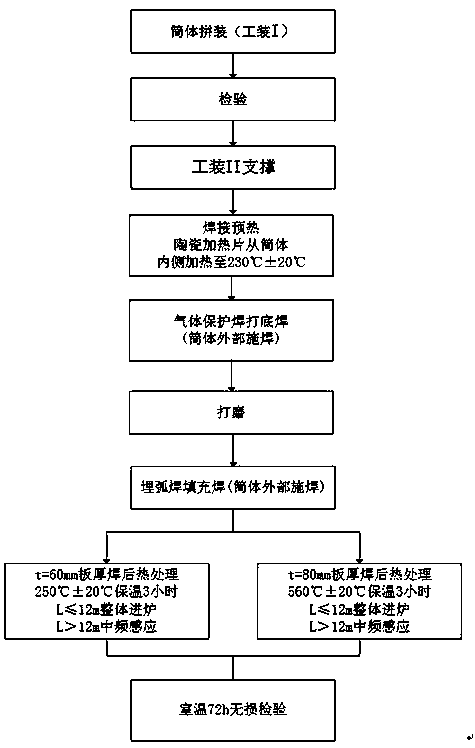
[0062] The technological process of the welding process of a high-strength cylinder butt welding in the present invention includes: grinding, inspection, longitudinal seam welding, circular seam welding, opening and inspection, wherein both the longitudinal seam welding and the circular seam welding use gas Welding method combining shielded welding and submerged arc automatic welding. The steps of longitudinal seam welding are as follows: figure 1 As shown, the order is: the first welding preheating, root welding, the first submerged arc welding filling welding, hydrogen elimination and root cleaning, the second welding preheating, the second submerged arc welding filling welding, post welding Heat treatment, non-destructive testing, groove processing; the steps of girth w...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More