Welding process for copper aluminum tube
A welding process, copper-aluminum tube technology, applied in the field of copper-aluminum tube production, can solve problems such as large melting point gap, uneven penetration, virtual welding, etc., and achieve the effects of prolonging service life, improving welding quality, and improving reliability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0020] Embodiment 1: a kind of welding process of copper-aluminum pipe, comprises the following steps:
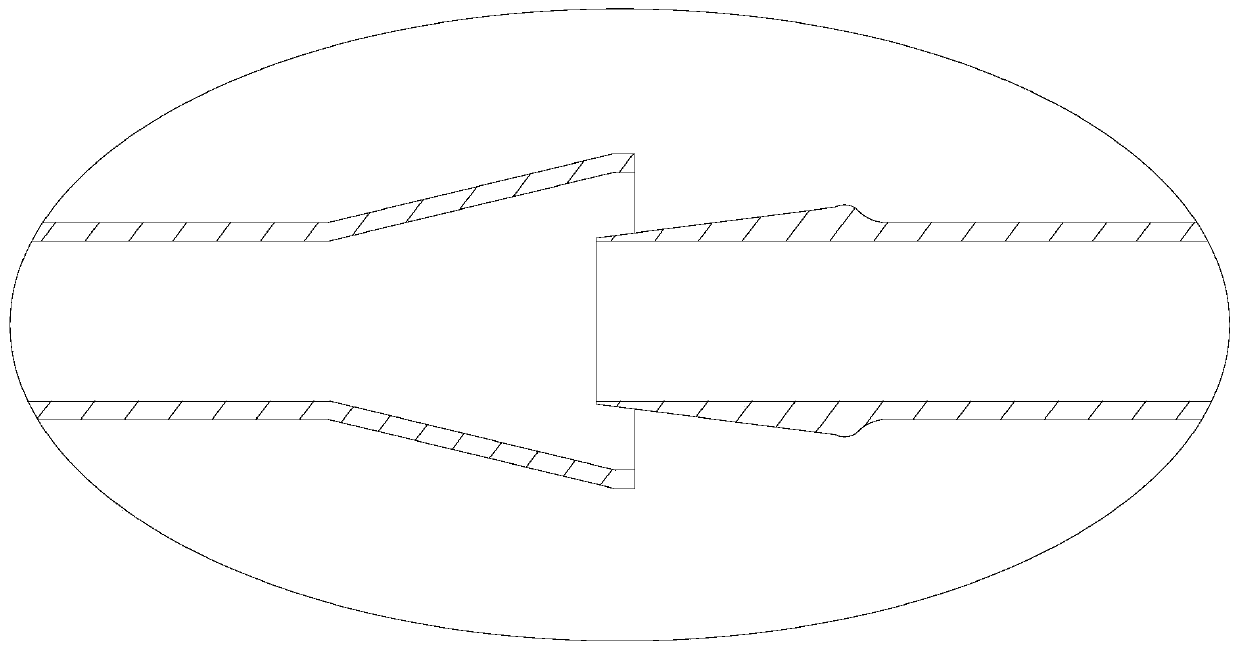
[0021] S1. Reference figure 1 , cutting copper tubes and aluminum tubes, machining a flared conical copper tube connection at one end of the copper tube, after processing, the inner wall of the conical copper tube connection is pickled, water washed, After drying and grinding, one end of the aluminum tube is machined into a tapered aluminum tube connection, and at the same time, a ring-shaped protrusion is processed at the joint between the tapered aluminum tube connection and the aluminum tube body. The cross section of the ring-shaped protrusion is arc-shaped, and the height of the ring-shaped protrusion is 0.05mm. Then, the outer wall of the conical aluminum tube connection part is pickled, washed, dried and polished in sequence. The welding wire is wound on the outer wall of the connecting part of the shaped aluminum tube, and then the conical aluminum tube connecting ...
Embodiment 2
[0026] Embodiment 2: a welding process for copper-aluminum pipes, comprising the following steps:
[0027] S1. Reference figure 1 , cutting copper tubes and aluminum tubes, machining a flared conical copper tube connection at one end of the copper tube, after processing, the inner wall of the conical copper tube connection is pickled, water washed, After drying and grinding, one end of the aluminum tube is machined into a tapered aluminum tube connection, and at the same time, a ring-shaped protrusion is processed at the joint between the tapered aluminum tube connection and the aluminum tube body. The cross section of the ring-shaped protrusion is arc-shaped, and the height of the ring-shaped protrusion is 0.2mm. Then, the outer wall of the conical aluminum pipe connection is sequentially pickled, washed, dried, and polished. The welding wire is wound on the outer wall of the connecting part of the shaped aluminum tube, and then the conical aluminum tube connecting part of t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Height | aaaaa | aaaaa |
| Height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap