

Novel cold rolled driving roller heat treatment process
A transmission roller and preheating technology, which is applied in heat treatment furnaces, heat treatment equipment, manufacturing tools, etc., can solve the problems of ineffective elimination of internal stress and the amount of ferromagnetic iron, so as to improve hardness, solve cracks, and reduce deformation. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
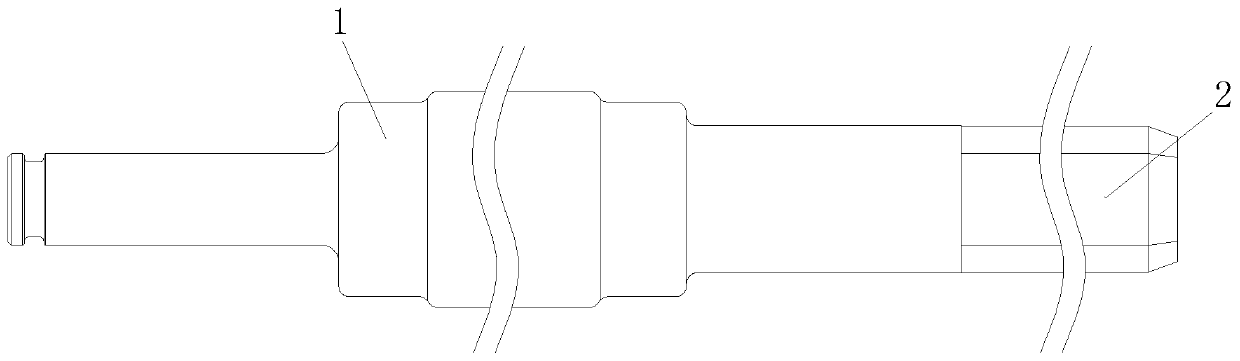
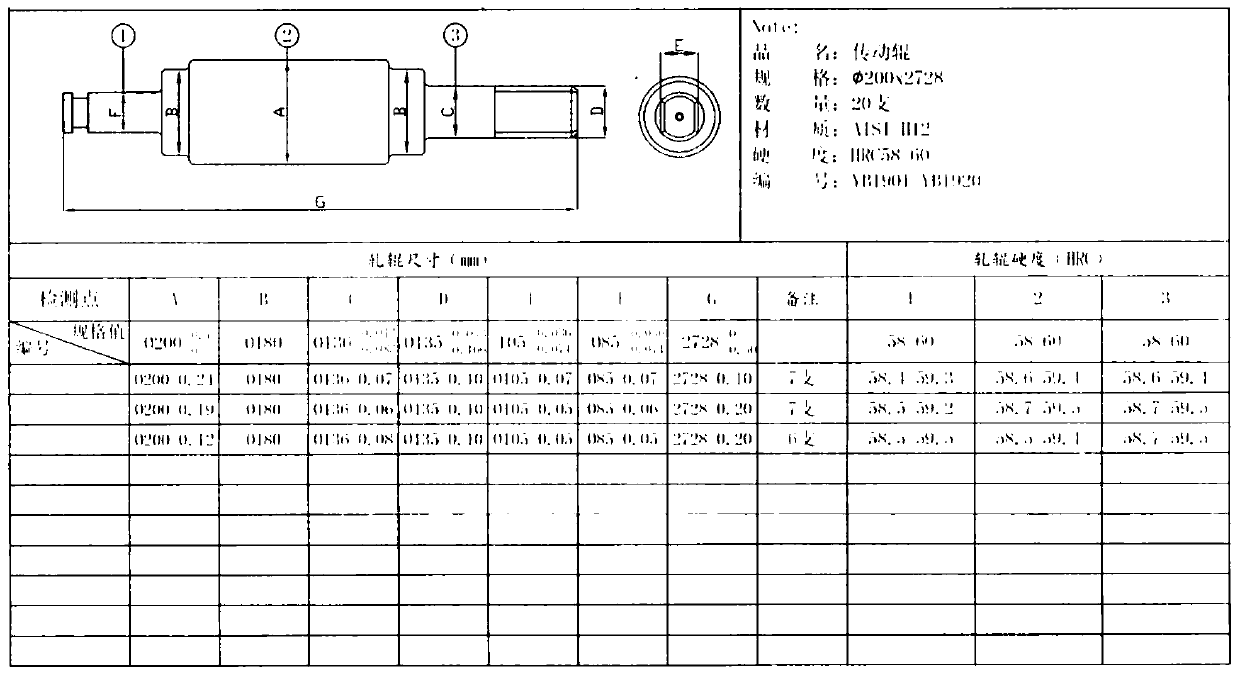
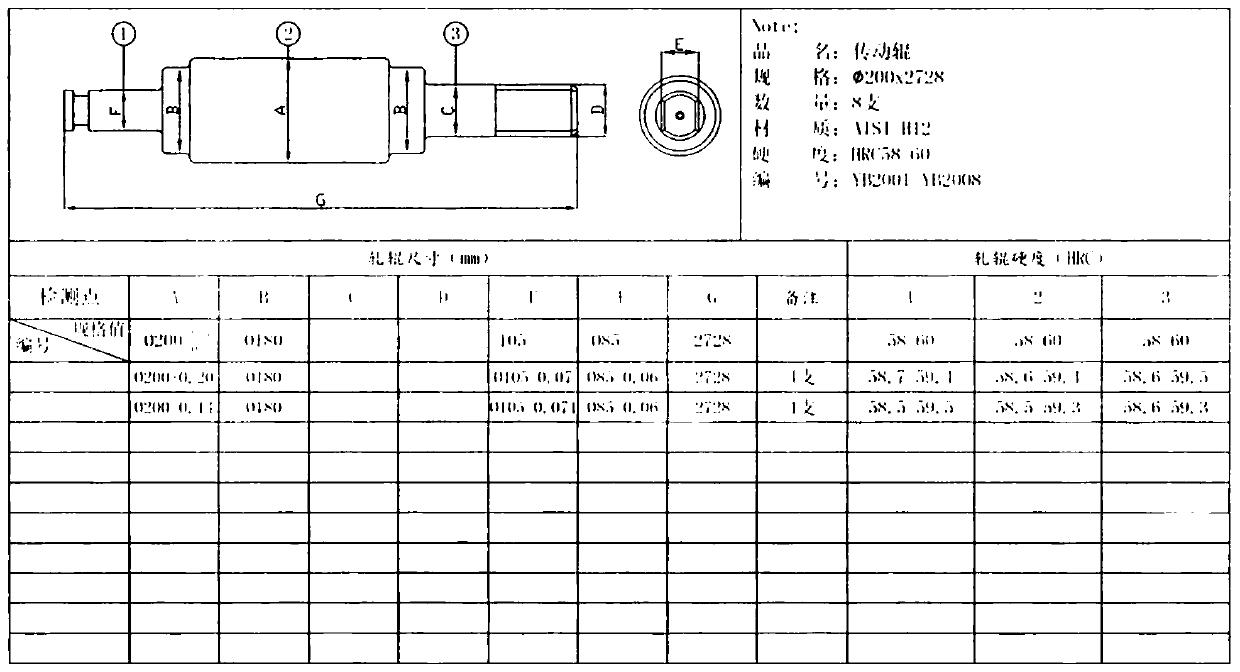
[0035] like Figure 2-3 As shown, take the heat treatment processing of φ200*2728 cold-rolled drive roll as an example:
[0036] A novel heat treatment process for a cold-rolled drive roller, comprising the following heat treatment steps:
[0037] S1. The cold rolling drive roll is heat treated by the sub-preheating method, preheating in the heating equipment, and successively preheating at 400 °C → 600 °C preheating → 800 °C preheating, 400 °C preheating time is 9 hours, 600 °C preheating The preheating time at ℃ is 6 hours, and the preheating time at 800℃ is 3 hours;
[0038] S2. After the cold rolling drive roller is preheated, it is heated at 995-1140°C by heating equipment, and the heating time is 100min;
[0039] S3. After the cold-rolled drive roller is heated at high temperature, it is air-cooled to within 70-90 °C, and then placed in a quenching equipment for constant temperature quenching treatment. The constant temperature quenching temperature range is 150-180 ° ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More