

The automatic control method of the coiler under the emergency situation of the continuous hot-rolled thin strip line breaking
An emergency and coiler technology, applied in rolling mill control devices, metal rolling, metal rolling, etc., can solve problems such as complicated operation steps, achieve the effects of improving production efficiency, avoiding production safety problems, and reducing complicated operations
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
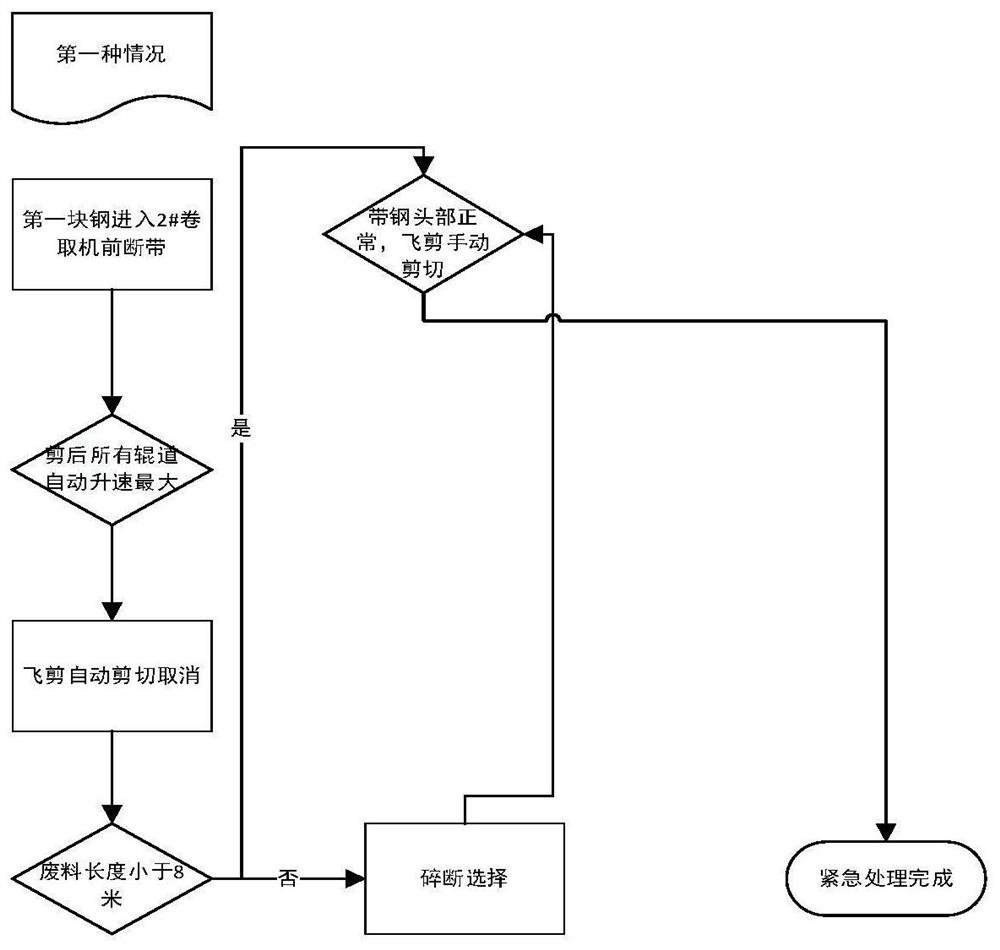
[0043] Embodiment 1: For the first kind of broken belt situation, the described automatic control method, the programming flow chart is as follows figure 2 shown, including the following steps:
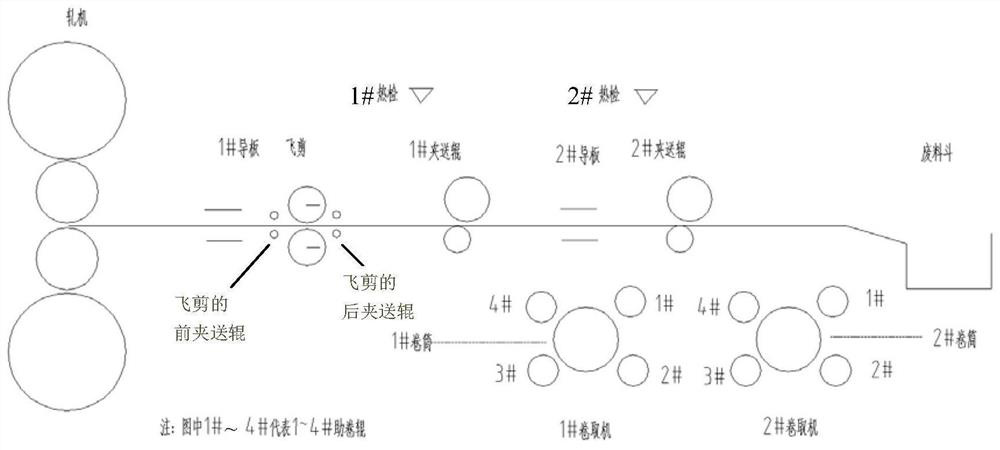
[0044] Step 1.1: After the strip is broken, control the speed of the post-shearing roller table to increase to 1.5 to 4 times the speed of the strip for preparation. All roller tables between the position to the waste hopper position;
[0045] Step 1.2: Switch the flying shears in the automatic running state to the manual running state;
[0046] Step 1.3: Determine whether the length of the waste is less than the length of the waste hopper. If the length of the waste is less than the length of the waste hopper, when the normal head of the first piece of steel moves to the position of the flying shears, manually control the flying shears to cut the waste. The strip head of a piece of steel runs to the 2# coiler for automatic coiling under the drive of the roller table after shearing...
Embodiment 2
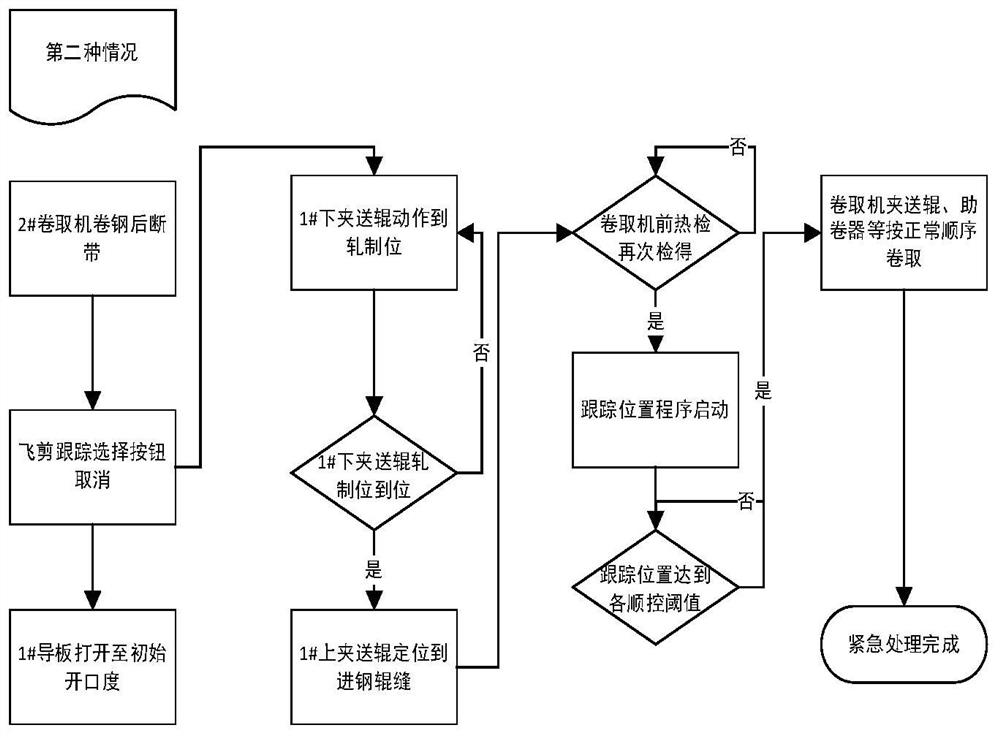
[0050] Embodiment 2: For the second broken belt situation, the automatic control method, the programming flow chart is as follows image 3 shown, including the following steps:
[0051] Step 2.1: Cancel the automatic control operation of the flying shear after the belt is broken;
[0052] Step 2.2: Control the 1# guide plate to open to the initial opening, and at the same time control the 1# lower pinch roller to move to the rolling position. The rolling position refers to the position where the new strip head can be guided into the 1# coiler Lower pinch roller position;
[0053] Step 2.3: When the 1# lower pinch roll is in the rolling position, control the 1# upper pinch roll to be positioned to the steel feed roll gap, and the steel feed roll gap is 0.92 to 0.95 times the strip thickness;
[0054] Step 2.4: When the 1# hot metal detector does not detect a signal, control the 2# coiler to automatically increase the speed to 1.5 times the current speed;
[0055] Step 2.5: F...
Embodiment 3
[0057] Embodiment 3: For the third kind of broken belt situation, the described automatic control method, the programming flow chart is as follows Figure 4 shown, including the following steps:
[0058] Step 3.1: Cancel the automatic control operation of the flying shear after the belt is broken;
[0059] Step 3.2: When the 1# hot metal detector does not detect a signal, control the 1# guide plate to open to the initial opening;
[0060] Step 3.3: When the 1# hot metal detector does not detect the signal, set up the tracking start signal positioned at the strip tail in the 1# coiler, when tracking the distance to the strip tail in the 1# coiler, When it is greater than the distance from 1# hot metal detector to 1# auxiliary roll, control 1# coiler to stop;
[0061] Step 3.4: When the tail of the strip in the 1# coiler passes through the 1# pinch roller, control the 1# lower pinch roller to switch to the switching position, control the 1# upper pinch roller to position to th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More