Metal mold casting production line
A metal mold casting and production line technology, applied in foundry, casting equipment, metal processing equipment, etc., can solve the problems of high labor cost, ununiform process effect, and low consistency of casting quality.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0045] In order to enable those skilled in the art to better understand the solution of the present invention, the present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
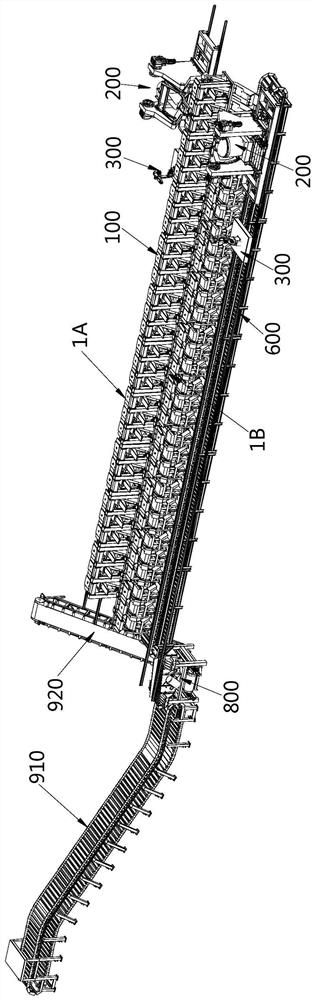
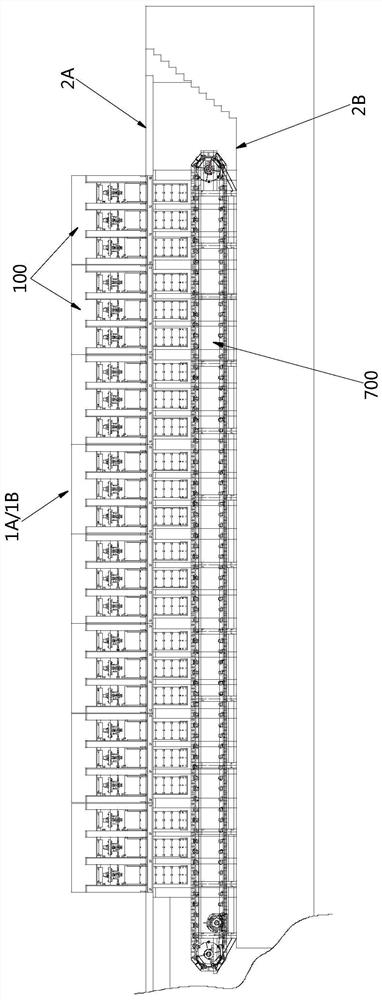
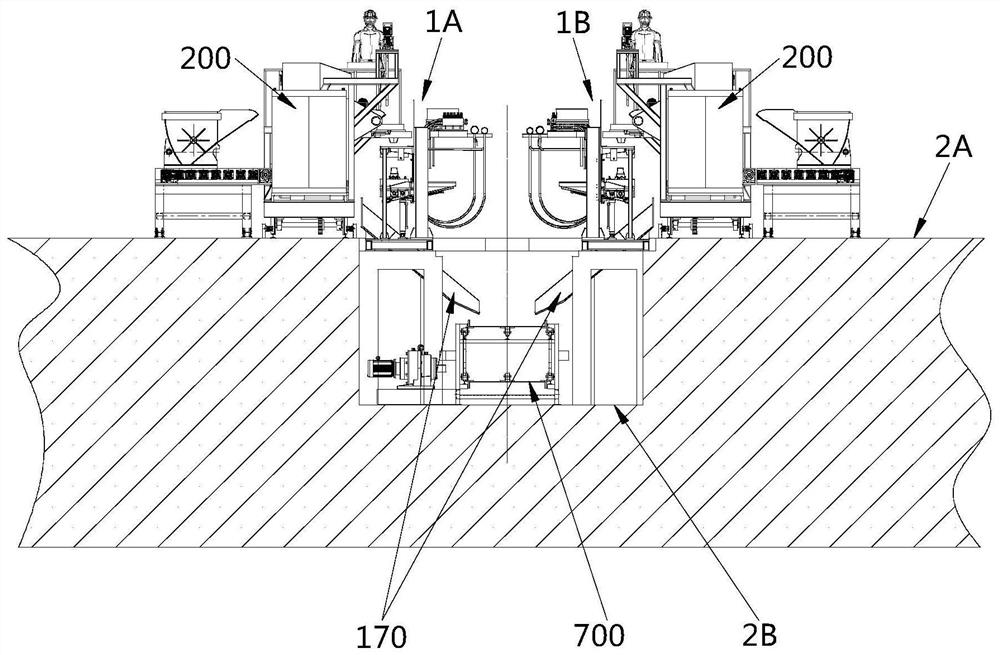
[0046] Please refer to Figure 1 to Figure 3 , figure 1 It is an axonometric view of a specific embodiment of the metal mold casting production line provided by the present invention; figure 2 It is a side view where the pouring line of the metal mold casting production line is located in the specific embodiment; image 3 It is a schematic diagram of the end face of the metal mold casting production line in the specific embodiment.
[0047] The metal mold casting production line provided in this embodiment includes at least one pouring line and a pouring machine 200. There are multiple casting machines 100 arranged on the pouring line. It can be understood that the multiple casting machines 100 are arranged to form a pouring line...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More