

Thin-specification X65 steel-grade pipeline steel of single-stand steckel mill and rolling method
A furnace coil mill and thin gauge technology, which is applied to the rolling process of thin gauge X65 steel grade pipeline steel in a single stand furnace coil mill, and the field of rolling technology, can solve the problems of quick stop, poor shape, poor performance, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0020] A thin specification X65 steel grade pipeline steel for a single-stand furnace coil mill, the composition of the steel is
[0021]
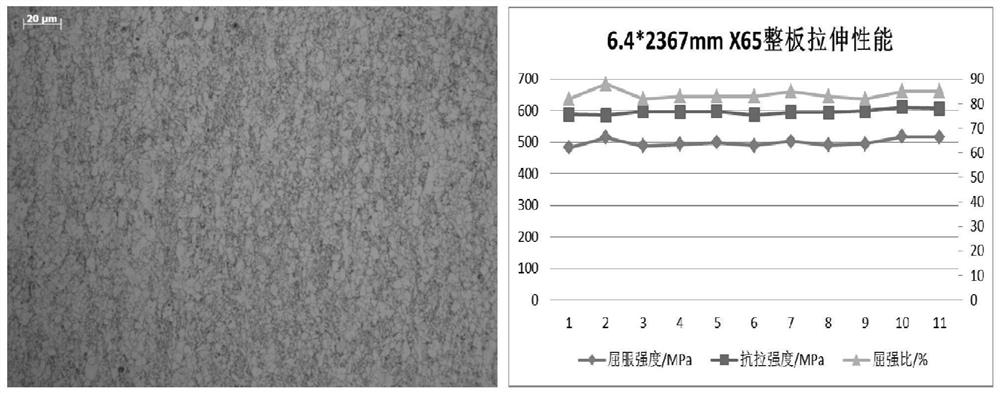
[0022] A single-stand furnace rolling mill thin gauge 6.4 × 2367mm X65 steel grade pipeline steel rolling process, billet thickness 150mm, rolling piece length 165m, the rolling process requirements are as follows:
[0023] 1) The tapping temperature is 1210°C, the temperature uniformity is 2°C, and the temperature of the coiling furnace before and after the rolling mill is set at 930°C;
[0024] 2) There are 11 rolling passes, 4 passes for rough rolling and 7 passes for finish rolling. The reduction rate of the penultimate pass is 19.5%, and the reduction rate of the last pass is 12.4%;
[0025] 3) The rolling temperature in the second stage is 1020°C, the thickness of the billet to be heated in the second stage is 45mm, and the temperature control time is 20-25s;
[0026] 4) The rolling speed of the middle pass of finishing rolling ...
Embodiment 2
[0030] A thin specification X65 steel grade pipeline steel for a single-stand steckel rolling mill, the composition of the steel is as follows by weight percentage:
[0031]
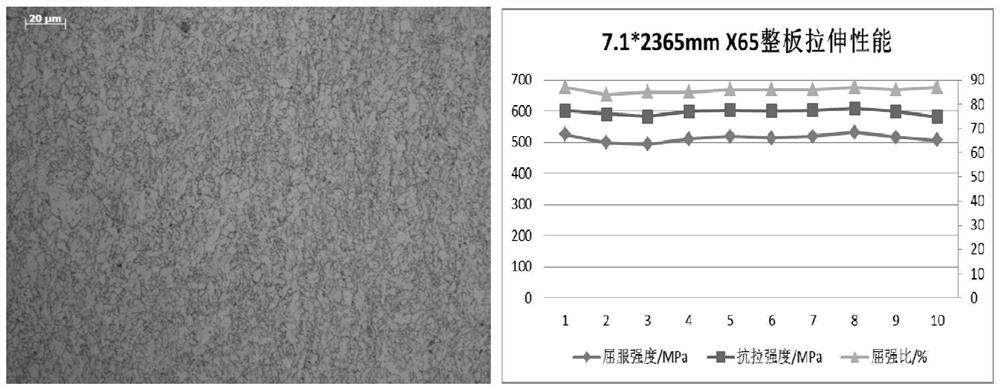
[0032] A single-stand furnace rolling mill thin gauge 7.1 × 2365mm X65 steel grade pipeline steel rolling process, billet thickness 150mm, rolling piece length 160m, the rolling process requirements are as follows:
[0033] 1) The tapping temperature is 1200°C, the temperature uniformity is 4°C, and the temperature of the coiling furnace before and after the rolling mill is set at 930°C;
[0034] 2) There are 11 rolling passes, 4 passes for rough rolling and 7 passes for finish rolling. The reduction rate of the penultimate pass is 18%, and the reduction rate of the last pass is 12%;
[0035] 3) The rolling temperature in the second stage is 1020°C, the thickness of the billet to be heated in the second stage is 48mm, and the temperature control time is 20-25s;
[0036] 4) The rolling speed of the m...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More