

Method for controlling high-speed flying shear
A flying shear control and high-speed technology, which is applied in the direction of tail end control, metal rolling, manufacturing tools, etc., can solve the problems of restricting production line production efficiency and control error
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
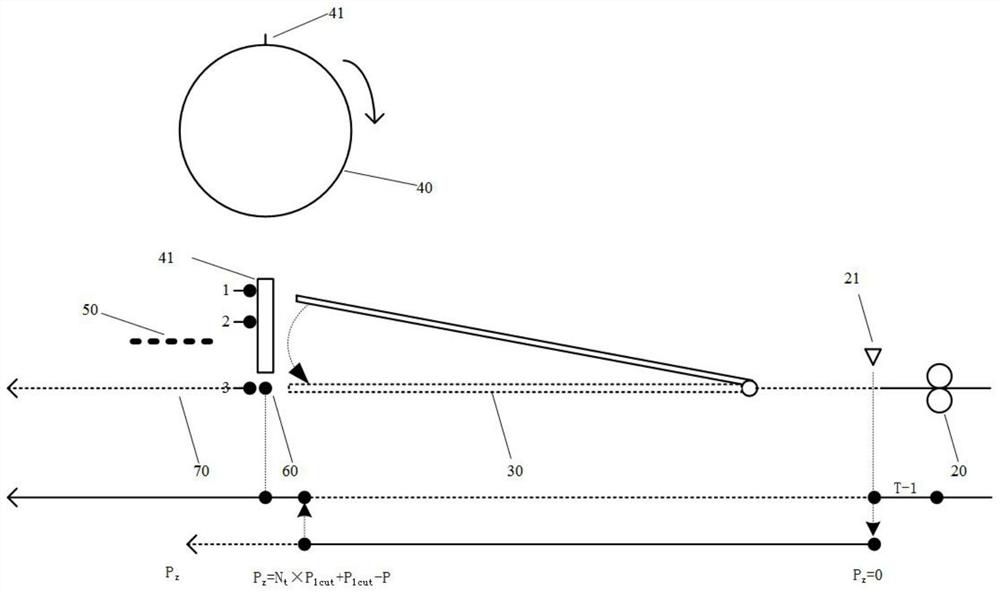
[0041] Such as figure 1 Shown, a kind of high-speed flying shear control method comprises the following steps:
[0042] S1. Use induction devices such as speedometers to detect the speed V of the rolled piece at the sampling stage T-1 r , and according to the velocity V r Calculate the first pulse value P of the forward rotation start of the steel dial 30, the formula is:
[0043] P=T×V r ×P 0 ÷(πD)
[0044] Wherein, T is the time required for the steel puller 30 to move from the broken position 1 to the shear position 2; P 0 is the number of pulses for one revolution of the blade 41; D is the rotation diameter of the blade 41;
[0045] S2. When the rolled piece detection equipment 21 detects the head of the rolled piece, collect the second pulse value P of the blade 41 relative to the intersection point 60 n1, calculate the third pulse value P corresponding to the length between adjacent blades 41 1cut , the formula is:
[0046] P 1cut =(P 0 ×L)÷(πD)
[0047] Wher...
Embodiment 2
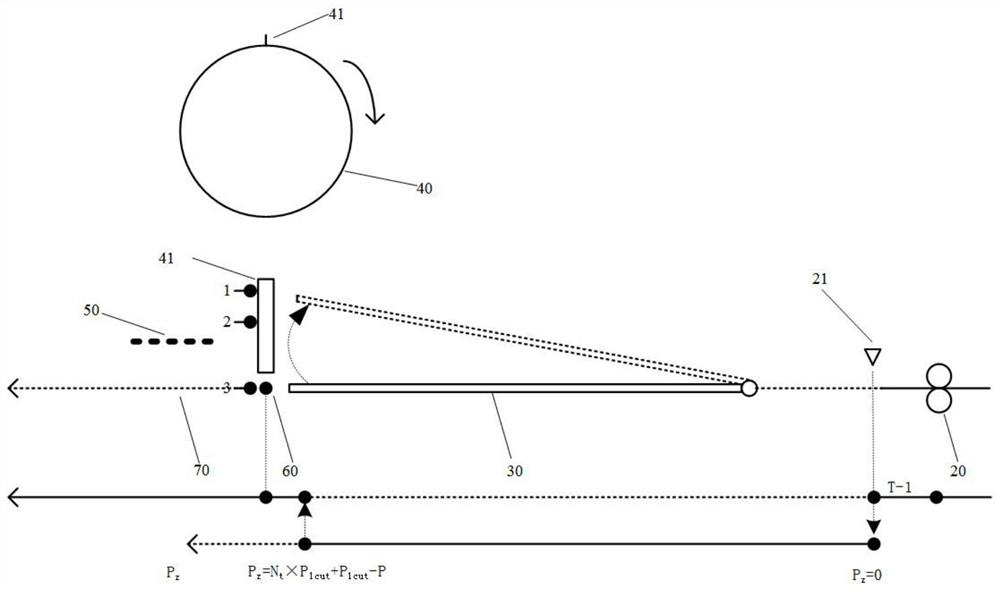
[0059] Such as figure 2 Shown, a kind of high-speed flying shear control method comprises the following steps:
[0060] S1. Use induction devices such as speedometers to detect the speed V of the rolled piece at the sampling stage T-1 r , and according to the velocity V r Calculate the first pulse value P of the reverse start of the steel puller 30, the formula is:
[0061] P=T×V r ×P0÷(πD)
[0062] Wherein, T is the time required for the steel puller 30 to move from the rolling position 3 to the shearing position 2; P 0 is the number of pulses for one revolution of the blade 41; D is the rotation diameter of the blade 41;
[0063] S2. When the rolled piece detection equipment 21 detects the head of the rolled piece, collect the second pulse value P of the blade 41 relative to the intersection point 60 n1 , calculate the third pulse value P corresponding to the length between adjacent blades 41 1cut , the formula is:
[0064] P 1cut =(P 0 ×L)÷(πD)
[0065] Wherein,...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More