

Mold core for valve body casting and valve body wax pattern forming die
A molding die and core technology, applied in casting molding equipment, casting mold components, casting molds, etc., can solve the problems of many process steps, high cost, and reduced product consistency.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] Referring to the accompanying drawings, specific embodiments of the present invention will be described in detail.
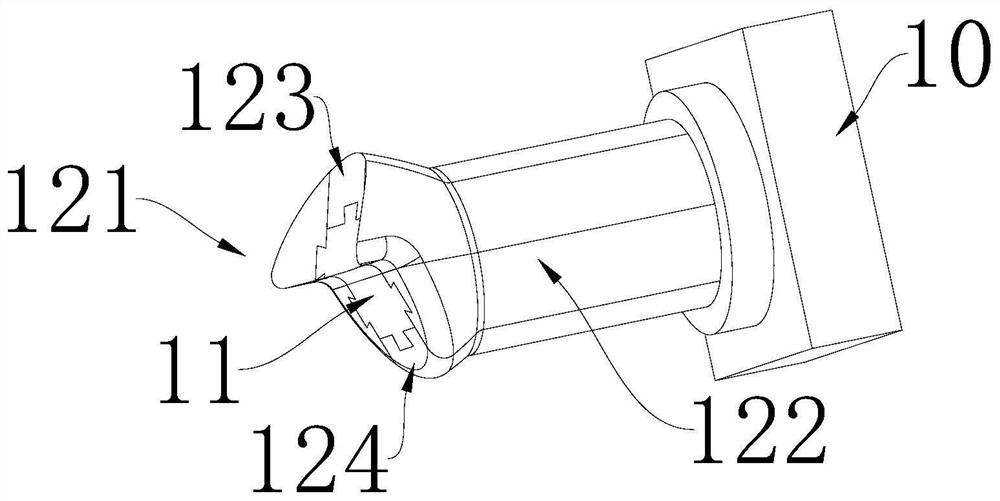
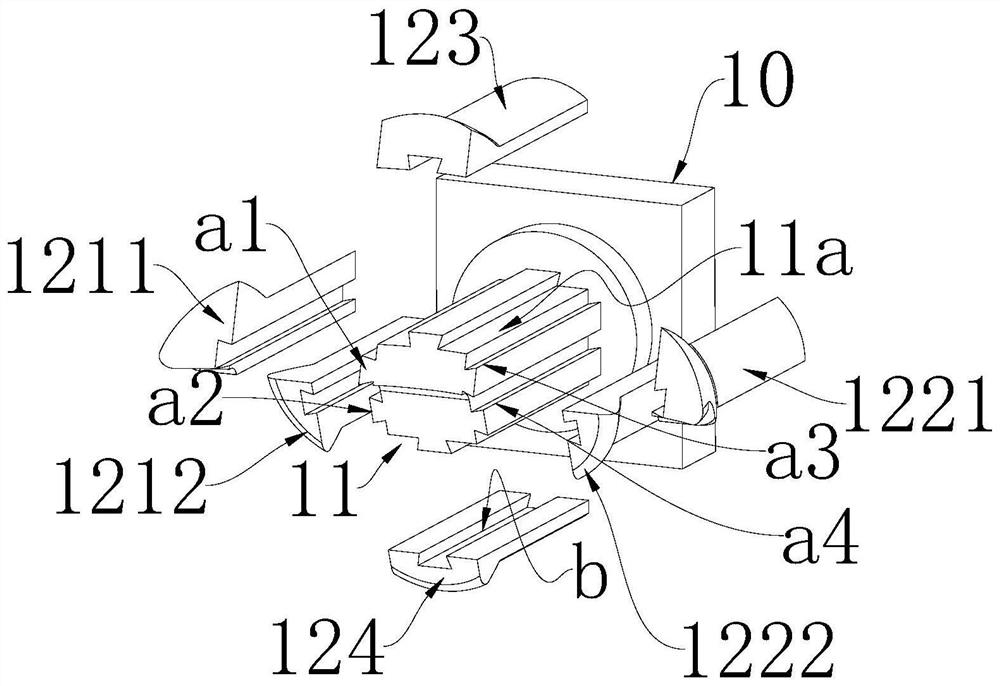
[0026] see figure 1 , an embodiment of a valve body core, including a base 10, on which a central core-pulling block 11 is arranged, and the central core-pulling block 11 includes a prism segment 11c, and the cross-section of the central core-pulling block 11 In order to be polygonal, each internal angle of the polygon is equal to or greater than 90° and less than 180°, the outer wall of the central core pulling block 11 is connected to the parting block 12 through a concave-convex fit structure, and the exposed surface of each parting block 12 is provided with a molding surface , There is a smooth transition between the molding surfaces of adjacent sub-core blocks, the tail of the prism section 11c is connected to the fixed tailstock 12, and the tail of the split block 12 abuts against the end surface of the positioning seat. Preferably. The side of eac...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More